
Máy Hàn & Phụ Kiện - Kiến thức tin tức - Tư vấn kết nối

08/06/2016
Máy hàn điện tử là một thiết bị được sử dụng khá phổ biến trong quá trình lao động. Tuy nhiên, máy hàn điện tử được cấu tạo từ nhiều thành phần phức tạp nên rất dễ gặp trục trặc và lỗi kĩ thuật ở một số chi tiết máy. Vì thế, việc hiểu rõ cách bảo dưỡng máy hàn sẽ giúp cho chúng ta làm việc có hiệu quả hơn, nâng cao tuổi thọ cho máy và tránh được những tai nạn ngoài ý muốn do lỗi kĩ thuật.
Những lưu ý khi hàn và cách bảo dưỡng máy hàn
Dưới đây là một vài điểm cần chú ý trong việc bảo dưỡng máy hàn điện tử:
- Đầu tiên, chúng ta phải kiểm tra tất cả các bộ phận của máy trước khi làm việc, xem mọi chi tiết của máy vẫn hoạt động tốt hay không. Đảm bảo thiết bị đã được nối đất và không bị bám bụi quá nhiều, Nếu phát hiện bất cứ chi tiết nào của máy có dấu hiệu bị lỗi thì phải khắc phục kịp thời để tránh tình trạng kéo theo hư hỏng các bộ phận khác của máy.
Máy hàn điện tử Legi TIG-400AM-D
Kế tiếp, chúng ta phải hiểu rõ được cách hoạt động của máy ra sao trước khi khởi động máy. Biết cách cài đặt làm việc và thường xuyên kiểm tra lại theo hướng dẫn nhà sản xuất. Với các loại máy hàn hồ quang điện thì đặt nối đất và nên cẩn trọng để tránh tình trạng cháy nổ. Đồng thời, sử dụng các phụ kiện phù hợp với loại máy.
- Đảm bảo nơi làm việc an toàn, sạch sẽ thông thoáng. Kiểm soát chặt chẽ tình hình thiết bị trước các tác động từ bên ngoài.
- Khi sử dụng cần thiết lập giờ làm việc đúng, các điện cực và chất độn trong quá trình hàn của phải phù hợp như hướng dẫn của nhà sản xuất. Nếu thiết lập sai hoặc không chú ý đến các hướng dẫn của nhà sản xuất sẽ dẫn đến tình trạng máy hòng, thậm chỉ gây cháy nổ.
- Bảo quản thiết bị ở nơi cao ráo và an toàn sau khi sử dụng. Thiết bị có thể bị hư hỏng nếu rơi hay va đập, và bị ăn mòn nếu gặp môi trường có độ ẩm cao, việc bụi tích tụ ở các mạch điện hay bộ phận quan trọng có thể làm máy nhanh hỏng hoặc giảm hiệu suất làm việc.
Đồng thời, chúng ta cũng nên chọn những loại máy hàn điện chất lượng từ các cửa hàng có uy tín trên thị trường trong nước, để tránh tình trạng mua nhầm hàng kém chất lượng, giá lại cao,... Sau đó chúng ta sẽ áp dụng những cách bảo dưỡng máy hàn điện tốt nhất thì chắc chắn các thiết bị của chúng ta sẽ kéo dài tuổi thọ và tăng năng suất lao động trong quá trình làm việc.
Ketnoitieudung là nhà phân phối các loại thang nhôm, thiết bị, máy móc công nghiệp, dụng cụ điện, dụng cụ cầm tay chính hãng chất lượng tốt nhất với giá rẻ cùng các chính sách ưu đãi – giao hàng nhanh 1-2h làm việc – bảo hành đảm bảo, khách hàng có thể liên hệ cùng chúng tôi để được tư vấn chuyên sâu về các sản phẩm cũng như chọn cho mình 1 sản phẩm phù hợp nhất với công việc

20/04/2016
An toàn luôn là yếu tố hàng đầu khi sử dụng bất kỳ thiết bị nào, máy hàn cũng không ngoại lệ. Với mỗi tính chất đặc điểm của vật cần hàn thì cần có những yêu cầu cần đảm bảo khi hàn ( xem thêm các loại máy hàn Hồng Ký, máy hàn Jasic,...). Bài viết dưới đây hướng dẫn bạn chi tiết hơn về tính hàn cũng như lưu ý khi hàn một số loại thép tiêu biểu.
Máy hàn điện tử HK 200A
Thép carbon thấp
- Tính hàn tốt
- Không có yêu cầu gì đặc biệt
- Độ bền kéo thông thường khoảng 42 kgf/mm2 (60,000psi) với giới hạn chảy khoảng 28 kgf/mm2 (40,000psi).
Thép carbon trung bình
Khi hàm lượng carbon tăng lên, xu hướng hình thành pha martensit giòn tăng. Vì vậy, việc gia nhiệt trước khi hàn và làm nguội chậm sau khi hàn là cần thiết
Xu hướng nứt trong vùng ảnh hưởng nhiệt tăng lên với sự có mặt của hidro trong vùng ảnh hưởng nhiệt. Vì vậy, điều cần thiết là sử dụng que hàn sao cho không trở thành nguồn hidro hấp thụ vào kim loại cơ bản.
Nứt dưới mối hàn hoặc giòn do hidro dễ xảy ra khi hàm lượng carbon vượt quá 0,55%
- Nhiệt độ gia nhiệt trước hàn đề nghị phụ thuộc vào hàm lượng carbon và độ dầy tiết diện hàn. Hàm lượng carbon càng cao hoặc độ dày tiết diện càng lớn thì nhiệt nung nóng cao hơn.
- Mục đích của gia nhiệt trước và làm nguội chậm là để đảm bảo vùng ảnh hưởng nhiệt có độ cứng nhỏ hơn 35 HRC để kim loại không bị giòn.
Thép carbon cao
Tính hàn kém và như quy định là không được hàn trong các ứng dụng chế tạo mới
Chỉ ứng dụng hàn cho mục đích sửa chữa. Các loại thép carbon cao nói chung được sử dụng trong các dụng cụ có độ bền lâu tại cấp độ cứng cao như thép dụng cụ,v.v…Nếu cố hàn có thể gây nứt. Bắt buộc phải nung nóng trước và giữ nhiệt trong khi hàn.
Nên sử dụng hợp kim trong vật liệu hàn có thể chịu được sự xoay vòng nhiệt và gia nhiệt cao trước mặc dù độ cứng của lớp kim loại mối hàn thấp hơn kim loại cơ bản. Tăng cường xử lý nhiệt khử ứng suất sau hàn thường được áp dụng để đảm bảo tuổi thọ hoạt động tốt của chi tiết
Thép hợp kim thấp carbon thấp
Do hàm lượng carbon thấp, ngay cả khi martensite được hình thành do đương lượng carbon cao, nên thép loại này khá dẻo và dai. Vì vậy, không nhất thiết phải gia nhiệt trước
Thép carbon thấp với thép carbon cao
Thép hợp kim thông thường có độ dẻo và độ bền cao hơn thép carbon thường có cùng độ cứng, tức là thép carbon thường với độ cứng 35 HRC có độ dẻo và độ bền thấp hơn so với thép hợp kim có cùng độ cứng
Hướng dẫn cơ bản về quy trình hàn sẽ tương tự như thép carbon tương ứng ngoại trừ là với thép hợp kim các mức độ bền yêu cầu có thể cao hơn
Thép hợp kim cao
Thép gió hoặc Thép làm khuôn
Khi hàn các loại thép này đặc biệt cẩn trọng và chú ý gia nhiệt cao trước khi hàn cũng như làm nguội rất chậm sau hàn
Rất khó khăn để kim loại mối hàn đạt được các đặc tính như kim loại cơ bản. Vùng kim loại hàn sẽ có độ cứng thấp hơn
Thép không gỉ
Thép không gỉ Austenite được sử dụng thông dụng nhất trong công nghiệp, chủ yếu cho mục đích chịu ăn mòn và chịu nhiệt.
Các loại thép không gỉ này mất khả năng chịu mòn nếu ở trong môi trường nhiệt độ từ 500oC đến 750oC trong một thời gian dài. Vì vậy, phải tiến hành hàn nguội. Ở trường hợp này không có xu hướng hình thành martenxit giòn khi làm nguội nhanh và do đó không bị ảnh hưởng khi tăng tốc độ làm nguội.
Khi hàn, không cần gia nhiệt trước, sử dụng dòng hàn nhỏ, làm nguội nhanh,v.v…Hợp kim que hàn đúng phải có đặc tính phù hợp với kim loại cơ bản bao gồm đặc tính chống ăn mòn
Thép Mangan austenite
Trong thép mangan cao một hợp chất dễ vỡ được hình thành nếu tiếp xúc với nhiệt độ trên 300oC trong một thời gian dài. Do đó nên duy trì ở nhiệt độ càng thấp càng tốt có thể khi hàn
Quy trình hàn cũng giống như với thép không gỉ austenite: không gia nhiệt trước, làm nguội nhanh, duy trì nhiệt độ thấp khi hàn,v.v…
Hàn hai kim loại khác thành phần với nhau
Các mối ghép hàn kim loại khác thành phần liên quan đến thép hợp kim thường gặp trong thực tế. Đôi khi hai kim loại được hàn với nhau có thành phần rất khác nhau và hợp kim que hàn phải “hòa tan” với cả hai kim loại cơ bản.
Máy hàn điện tử Inverter Hồng Ký HK TIG 200E
Cần kiểm soát nhiệt độ nung nóng trước khi hàn, trong khi hàn và xử lý nhiệt sau khi hàn sau khi tính toán tác động đến kim loại cơ bản và hợp kim hàn sử dụng.
(Nguồn: Proweld)
Ketnoitieudung là nhà phân phối các loại thang nhôm, thiết bị, máy móc công nghiệp, dụng cụ điện, dụng cụ cầm tay chính hãng chất lượng tốt nhất với giá rẻ cùng các chính sách ưu đãi – giao hàng nhanh 1-2h làm việc – bảo hành đảm bảo, khách hàng có thể liên hệ cùng chúng tôi để được tư vấn chuyên sâu về các sản phẩm cũng như chọn cho mình 1 sản phẩm phù hợp nhất với công việc.

29/03/2016
Ngày nay, cùng với sự phát triển của công nghệ, máy hàn điện tử ra đời và càng ngày thể hiện được những ưu điểm cũng như tính hiệu quả vượt trội so với những máy hàn biến áp truyền thống. Máy hàn điện tử hay máy hàn inverter ứng dụng công nghệ biến tần tiên tiến và thiết kế bởi các vi mạch điện tử thông minh.
Bên cạnh việc chọn lựa cho mình một chiếc máy hàn điện tử chất lượng từ các thương hiệu uy tín được nhiều người tin dùng như máy hàn Hồng Ký, máy hàn Tiến Thành, máy hàn Jasic,.... việc đảm bảo sử dụng hiệu quả chiếc máy hàn cũng là điều cần thiết mà mỗi người cần trang bị cho mình những kiến thức cơ bản. Trong quá trình sử dụng máy hàn điện tử có thể xuất hiện những lỗi phát sinh. Bài viết dưới đây sẽ hướng dẫn các bạn xử lý những lỗi thông thường của máy hàn điện tử để các bạn tham khảo.
CÁCH SỬ DỤNG MÁY HÀN ĐIỆN TỬ& HƯỚNG DẪN SỬA CHỮA THÔNG THƯỜNG
Máy hàn Inverter Hồng Ký HK-200A
HIỆN TƯỢNG
NGUYÊN NHÂN
CÁCH XỬ LÝ
Máy hàn yếu
Điều chỉnh điện hàn chưa đúng
+ Quay vô lăng tăng điện, hàn theo chiều kim đồng hồ.
Dây điện vào nhỏ quá
+ Thay dây khác lớn hơn theo hướng dẫn (1mm2 dây đồng chịu tải khoảng 5A)
Tiếp điện không tốt
+ Xiết chặt các bulông từ nguồn điện đến máy thật chặt.
Điện áp nguồn thấp dưới 20%v
+ Quay vô lăng tối đa dòng điện hàn để bù vào nguồn thấp.
+ Nếu vẫn không đủ nên chon mua loại máy có cọc phụ dùng cho trường hợp điện thấp.
Kéo máy hàn quá xa cầu dao điện làm sụt điện áp trên đường dây.
+ Khi kéo máy hàn xa cầu dao trên 15m phải dùng dây điện lớn hơn quy định càng lớn càng tốt để giảm trường hợp sụt áp trên dây dẫn.
Điện thế của nguồn điện đủ nhưng không hàn được: Công suất máy phát điện không đủ cung cấp cho máy hàn.
+ Phải thay đổi nguồn điện
Điện ra quá mạnh
Điều chỉnh điện ra chưa đúng
+ Quay vô lăng theo chiều ngược kim đồng hồ.
Điện thế vào lớn hơn quy định.
+ Điều chỉnh lại điện thế nguồn hoặc chọn nguồn khác thích hợp
Máy hàn có công suất quá lớn, dòng điện ra nhỏ nhất vẫn lớn hơn dòng điện cần hàn (trường hợp hàn sắt mỏng).
+ Phải thay đổi nguồn điện
Máy hàn kêu (ù lớn)
Bu lông vỏ máy bị hỏng
+ Xiết chặt lại toàn bộ bu lông vỏ máy
Đổ máy do di chuyển
+ Phải chở đến trạm bảo hành
Chạm vỏ(Chạm tay vào vỏ bị điện giật)
Chú ý: thử chạm vỏ bằng bút thử điện khi vỏ máy không được nối đất an toàn là không chính xác, từ trường máy hàn rất lớn.
Máy bị ẩm, bụi kim loại bám vào máy.
+ Sấy khô máy, thổi bụi kim loại bằng máy nén khí.
+ Liên lạc Trạm bảo hành để đo lại độ cách điện và có hướng giải quyết.
Đấu dây điện vào và không đúng kỹ thuật làm chạm vỏ.
+ Kiểm tra lại các mối nối bằng mắt và xiết lại bu lông không cho chạm ra vỏ
Máy bị chập bên trong ruột.
+ Liên lạc đến Trạm bảo hành để sửa chữa
Các mối nối điện bị nóng cháy đen
Không xiết chặt các điểm tiếp xúc bằng bu lông.
+ Dùng giấy ráp chà sạch chỗ bị cháy đen và xiết chặt lại.
+ Nếu các điểm nối bị hỏng nặng liên lạc với trạm bảo hành để thay mới các tiếp điểm
(Nguồn: azkpower)
Ketnoitieudung là nhà phân phối các loại máy hàn điện tử, đa dạng các dòng thang nhôm, thiết bị, máy móc công nghiệp, công cụ dụng cụ điện, và các loại dụng cụ cầm tay chính hãng chất lượng tốt nhất với giá rẻ cùng các chính sách ưu đãi – giao hàng nhanh 1-2h làm việc – bảo hành đảm bảo, khách hàng có thể liên hệ cùng chúng tôi để được tư vấn chuyên sâu về các sản phẩm thang nhôm cũng như chọn cho mình 1 sản phẩm phù hợp nhất với công việc.
29/03/2016
Hiện nay trên thị trường có nhiều loại máy hàn que ( hay còn gọi là máy hàn hồ quang ) khác nhau. Mỗi loại đều có những đặc điểm ưu nhược khác nhau, và với mỗi sản phẩm thông thường đều có kèm theo hướng dẫn sử dụng. Về cơ bản các loại máy hàn que đều có mục địch sử dụng giống nhau nên cấu trúc của máy cũng tương tự nhau phục vụ cho quá trình hàn hồ quang. Việc sử dụng và bảo dưỡng máy đúng cách sẽ giúp bạn sử dụng máy hàn lâu dài và hiệu quả, bên cạnh đó trước khi sử dụng cũng cần đọc kỹ hướng dẫn sử dụng để có thể đảm bảo an toàn và hiệu quả trong quá trình vận hành máy. Bài viết dưới đây hướng dẫn bạn cách sử dụng máy hàn que, hy vọng có thể giúp bạn vận hành tốt trong quá trình làm việc.
Máy hàn Inverter Hồng Ký HK-200A
Lưu ý khi lắp đặt máy hàn
Trong khi lắp đặt máy hàn phải quan sát theo dõi để tránh bị cháy máy và hỏng thân máy bởi khí ga:
- Không lắp đặt máy hàn ở gần những vật liệu dễ cháy và khí dễ bắt lửa
- Di chuyển những vật dễ cháy, nếu trong điều kiện không di chuyển được thì phải bọc những vật dễ cháy bằng lớp chống cháy
- Để ngăn chặn khí độc thì cần phải sử dụng thiết bị hút khí hoặc đeo khẩu trang bảo vệ
- Khi hàn ở nơi có không gian trật hẹp thì việc thông khí phải được trang bị đầy đủ hoặc mang khẩu trang hay máy hô hấp nhân tạo và làm việc dưới sự theo dõi của người giám sát
- Máy hàn khi đã lắp đặt xong cần phải cung cấp bánh xe phanh cho máy
- Không được đặt vật nặng trên máy
- Không được bịt phần thông gió của máy lại
Máy hàn jasic
Bước 1: Địa điểm lắp đặt
Quan sát theo dõi và lựa chọn một địa điểm lắp đặt thích hợp
- Đặt riêng máy này và máy khác và cách tường ít nhất 30cm
- Đặt máy ở nơi có độ ẩm thấp, không bụi bẩn và không để máy phải tiếp xúc với ánh sáng mặt trời, gió và mưa
- Nơi lắp đặt phải khô ráo, sạch sẽ ít bụi
- Trong trường hợp lắp đặt máy ở ngoài trời thì nơi lắp đặt không được tiếp xúc trực tiếp với ánh sáng, gió , mưa
- Không để tình trạng khí ẩm ăn mòn xung quanh nơi đặt máy
- Nơi lắp đặt nên chọn ở độ cao thấp hơn 1000m so với mặt nước biển, nhiệt độ trung bình từ 10-40o C
- Nên lắp đặt nguồn điện tại nơi chắc chắn và bằng phẳng
Bước 2: Tiếp xúc bề mặt
- Trong khi tiếp xúc với các bộ phận có điện thì việc cháy hay sốc điện có thể xảy ra
- Không nên chạm vào các bộ phận có điện ở bên trong cũng như bên ngoài máy
- Nguồn hàn phải được nối đất, đế kim loại và gá kẹp phải được nối điện với nhau theo đúng quy định kỹ thuật
- Trước khi tiếp xúc phải đảm bảo chắc chắn rằng các bộ phận đều được tắt
- Không dùng cáp hàn không đủ tiêu chuẩn
- Đảm bảo an toàn chặt chẽ cho mỗi lần nối tiếp
- Sau khi tiếp xúc với dây cáp, việc che chắn phải được đảm bảo an toàn
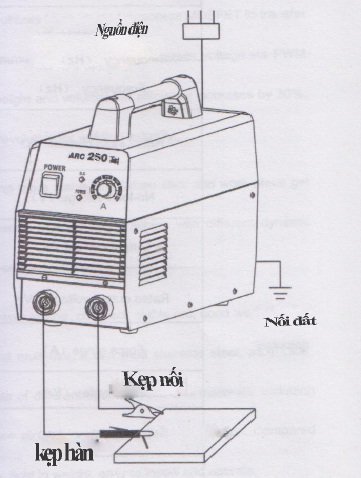
Bước 3: Tiếp xúc nguồn hàn
Sơ đồ đấu nối, lắp đặt các bộ phận may han dien tu jasic ARC 250
Đảm bảo để kim loại phải khớp với mỏ hàn và bộ phận cấp dây hàn, kiểm tra để bộ thích ứng mỏ hàn bắt chặt bu lông.
Bước 4: Kết nối đầu vào
- Trong khi chạm vào bộ phận có điện thì có thể gây cháy và xốc điện nghiêm trọng
+ Không chạm vào bộ phận có điện ở bên trong cũng như bên ngoài máy hàn.
+ Nguồn hàn phải được nối đất, kim loại và gá kẹp phải được nối điện với nhau theo đúng tiêu chuẩn kỹ thuật điện,
+ Trước khi nối phải đảm bảo chắc chắn các nguồn điện đã được ngắt.
+ Đảm bảo việc che chắn nghiêm ngặt sau khi nối tiếp với dây cáp.
+ Khi máy hàn được sử dụng ở nơi có độ ẩm cao như tại nơi làm việc, hay giàn giáo thép phải được trang bị giá đỡ có chức năng cảm biến dò dòng.
- Đảm bảo phải có 1 công tắc hoặc bẳng ngắt cho từng nguồn điện của máy hàn
Cung cấp một hệ thống công tắc ngắt cho từng nguồn điện của máy hàn, cầu chì của nguồn điện và bảng ngắt
Bước 5: Nối bộ cấp dây dẫn
Bước 6: Nối dây cáp
- Nối dây cáp mỏ hàn với bu lông của thanh dẫn và xiết chặt bằng mỏ lết
- Khớp nối dây với điểm nối cho chặt và xiết chặt bằng mỏ lết.
- Nối cáp điều khiển và cáp hàn chặt chẽ
(Nguồn: Maymoccongnghiep)
Ketnoitieudung là nhà phân phối các loại máy hàn, thang nhôm, thiết bị, máy móc công nghiệp, dụng cụ điện, dụng cụ cầm tay chính hãng chất lượng tốt nhất với giá rẻ cùng các chính sách ưu đãi – giao hàng nhanh 1-2h làm việc – bảo hành đảm bảo, khách hàng có thể liên hệ cùng chúng tôi để được tư vấn chuyên sâu về các sản phẩm thang nhôm cũng như chọn cho mình 1 sản phẩm phù hợp nhất với công việc.

27/03/2016
Khi sử dụng bất cứ thiết bị máy móc nào thì yếu tố an toàn khi sử dụng luôn cần được đặt ưu tiên hàng đầu. Đối với máy hàn cũng vậy, khi chọn mua máy hàn từ các thương hiệu chất lượng ( máy hàn Hồng Ký, xem thêm máy hàn Jasic,... ) luôn có hướng dẫn kèm theo sản phẩm. Tuy nhiên, nhiều người lại chủ quan và bỏ qua những lưu ý trong hướng dẫn sử dụng, gây nguy hiểm cho bản thân nếu có tai nạn phát sinh. Bài viết dưới đây cung cấp một số lưu ý cần nhớ khi sử dụng máy hàn và cắt kim loại, đồng thời hướng dẫn bạn một số thao tác đảm bảo an toàn trong quá trình sử dụng thiết bị.
Xem gia may han dien tu Hong Ky
A. An toàn trong hàn và cắt bằng khí
I. An toàn đối với chai chứa khí:
1. Các chú ý về an toàn trong bảo quản, vận chuyển:
- Chỉ sử dụng các chai còn trong hạn sử dụng
- Thông thường việc vận chuyển chai bằng tay rất khó khăn, nên sử dụng các phương tiện vận chuyển chuyên dùng (xe chở chai v.v.). Có thể lăn chai ở trạng thái nghiêng nhưng không được kéo lê, lăn chai đặt nằm
- Chai phải được bảo vệ để tránh bị cắt, va đập. Không được để chai bị rơi hay va đập vào nhau.
- Không dùng chai làm con lăn, giá đỡ.
- Chai phải có dấu hiệu nhận biết rõ ràng để nhận biết loại khí. Khi có nghi ngờ về thành phần khí, phải trả lại chai không được sử dụng.
- Chai đã sử dụng hết khí phải để riêng, đánh dấu rõ ràng
- Khi bảo quản chai, nhà để chai phả đảm bảo thông gió. Không để chai oxy cùng gian nhà với các chai chứa khí cháy hay các chất oxy hoá.
- Không đặt chai gần nguồn nhiệt hay chạm vào dây điện
May han dien tu Jasic
2. Khi sử dụng chai:
- Các chai, đặc biệt là chai LPG, C2H2 phải đặt ở vị trí đứng và được cố định chắc chắn.
- Khi mở van chai phải mở bằng tay, mở từ từ. Nếu không mở được phải trả lại chai, không cố tính dùng các dụng cụ khác để mở.
- Áp kế và van giảm áp phải phù hợp với loại khí và áp suất khí bên trong chai. Không được phép tự sửa chữa chai, van giảm áp.
- Không cho phép tia lửa, kim loại nóng chảy, dây điện, khí nóng hay ngọn lửa tiếp xúc với chai
- Không được để dầu mỡ dây vào chai oxy
- Không được phép dùng oxy thay thế cho khí nén, khí ni tơ trong các phương tiện dùng khí nén hay khi thử đường ống
- Chỉ mở không quá 1,5 vòng đối với van chai C2H2
- Không được phép dùng 1 chai oxy cho 2 chai khí cháy bằng cách sử dụng chữ T trên đường ống cấp khí
- Biện pháp xử lý khi phát hiện chai bị rò rỉ: Ngưng sử dụng, khóa ngay van chai, đưa chai ra vị trí thoáng gió, xa nguồn nhiệt và tia lửa, đặt biển báo và thông báo cho
người cung cấp chai.
II. Chú ý an toàn trong quá trình hàn cắt bằng khí:
- Không dùng ống mềm quá dài, tránh để ống bị xoắn. Ống phải được bảo vệ không để xe hay các vật khác cán qua
- Xử lý ngay các vị trí xì hở, các đầu nối ống bị hở phải cắt hay thay mới, không được phép băng bó.
- Định kỳ kiểm tra ống mềm. Kiểm tra độ kín bằng cách nạp khí trơ vào ống đến áp suất làm việc rồi nhúng vào nước
- Ống mềm phải được bảo vệ tránh tia lửa hàn, xỉ hàn và dầu mỡ. Khi không sử dụng phải bảo quản cẩn thận.
- Khi mồi lửa, trước hết phải mở van oxy, sau đó mới mở van khí cháy. Nếu mở van khí cháy trước, nếu áp lực oxy không đủ có thể gây ra cháy ngược
- Không được phép để mỏ hàn, mỏ cắt quá nóng có thể gây hiện tượng cháy ngược.
- Khi thay mỏ hàn, mỏ cắt phải khóa van giảm áp, không được bẻ gập ống
- Khi ngưng cắt/hàn trong thời gian ngắn có thể khóa van trên mỏ cắt/hàn, không cần khóa van chai.
- Nếu ngưng/hàn cắt trong thời gian dài, phải:
+ Khóa van chai
+ Mở van mỏ cắt để xả hết khí thừa trong ống
+ Đóng van mỏ cắt và xả lỏng hết vít điều chỉnh trên van giảm áp.
B. An toàn trong hàn điện:
1. Các nhân tố nguy hiểm:
- Tia hồ quang gây bỏng giác mạc
- Vật hàn nóng có thể gây bỏng
- Nguy cơ cháy cao
- Sản sinh ra khí độc, bụi khi đốt cháy vật liệu hàn
- Nguy cơ điện giật
Máy hàn điện tử Inverter Hồng Ký HK TIG 200E
2. Các biện pháp an toàn cơ bản:
- Luôn mang găng tay, mặc đồ bảo hộ phù hợp. Quần áo bảo hộ phải là loại cao cổ, túi có nắp để tránh xỉ hàn bắn vào người. Giữ cho quần áo sạch sẽ, không dây dầu mỡ hay các chất cháy
- Loại bỏ các chất dễ cháy khỏi khu vực làm việc (khoảng cách tối thiểu là 10m). Nếu được thì di chuyển công việc ra các vị trí không có chất cháy. Trong trường hợp bắt buộc phải có phương phòng cháy cụ thể, che phủ tất cả các vật liệu dễ cháy bằng các tấm phủ chịu lửa, cử người canh chừng và trang bị đầy đủ dụng cụ chữa cháy, người canh chừng phải có mặt trong suốt quá trình hàn và nửa giờ sau khi kết thúc việc hàn
- Sau khi kết thúc công việc phải kiểm tra cẩn thận tất cả các biểu hiện có thể gây cháy
- Máy hàn và và các thiết bị phải được thường xuyên kiểm tra, bảo dưỡng
- Khói hàn có thể gây ngộ độc, do đó phải thực hiện tốt việc thông gió. Trong mỗi điều kiện làm việc, người quản lý phải thiết lập được phiếu an toàn ghi rõ điều kiện thông gió, thiết bị bảo hộ (mặt nạ hàn, thiết bị thở, quần áo, găng tay v.v.)
(Nguồn: Ngoclinh)
Ketnoitieudung là nhà phân phối các loại thang nhôm, thiết bị, máy móc công nghiệp, dụng cụ điện, dụng cụ cầm tay chính hãng chất lượng tốt nhất với giá rẻ cùng các chính sách ưu đãi – giao hàng nhanh 1-2h làm việc – bảo hành đảm bảo, khách hàng có thể liên hệ cùng chúng tôi để được tư vấn chuyên sâu về các sản phẩm cũng như chọn cho mình 1 sản phẩm phù hợp nhất với công việc.

26/03/2016
Vấn đề đảm bảo an toàn khi hàn nhôm bằng máy hàn luôn là vấn đề được ưu tiên mà bất cứ người sử dụng nào cũng cần trang bị cho mình. Hiện nay cùng với sự phát triển của công nghệ, có nhiều loại máy hàn phù hợp với từng phương pháp hàn khác nhau. Sau khi lựa chọn cho mình một thương hiệu máy hàn chất lượng phù hợp ( xem thêm máy hàn điện tử Hồng Ký hoặc các loại may han dien tu Jasic chính hãng tại Ketnoitieudung.vn ), bạn cần làm theo đúng hướng dẫn mà các nhà sản xuất cung cấp kèm theo để sử dụng đúng cách các máy hàn. Ngay cả với người có kinh nghiệm hàn thép vẫn có thể gặp khó khăn khi hàn hợp kim nhôm. Các hướng dẫn sau đây dựa trên kinh nghiệm và thực tiễn được đúc kết từ việc lựa chọn thiết bị hàn, chuẩn bị vật liệu cơ bản, áp dụng kỹ thuật thích hợp, và kiểm tra trực quan kết cấu hàn để đảm bảo mối hàn chất lượng cao với quy trình hàn MIG và TIG khi hàn hợp kim nhôm.
Máy hàn Jasic bán tự động Mig-500
Tính dẫn nhiệt cao và điểm nóng chảy thấp của hợp kim nhôm có thể dẫn tới hiện tượng “cháy thấu” (burnthrough) vật liệu nếu thợ hàn không thực hiện đúng quy trình. Trong quy trình hàn MIG, việc cấp dây hàn nhôm cũng có những khó khăn nhất định vì dây nhôm mềm hơn dây hàn thép, có độ đàn hồi thấp dễ dẫn tới rối dây ở cuộn dây hàn. Để khắc phục những vấn đề này, thợ hàn phải tuân thủ những hướng dẫn sau đây.
Chuẩn bị vật hàn:
Để hàn nhôm, thợ hàn phải làm sạch bề mặt vật hàn cẩn thận. Đánh sạch lớp oxit nhôm bề mặt và các chất bẩn có thể từ dầu, mỡ. Oxit nhôm trên bề mặt của vật hàn nóng chảy tại nhiệt độ 3,700 F trong khi vật liệu nhôm của chi tiết hàn có nhiệt độ nóng chảy dưới 1,200 F . Vì vậy, làm sạch lớp oxit trên bề mặt vật hàn sẽ hạn chế sự thấu sâu của kim loại điền vào vật hàn. Để làm sạch lớp oxit nhôm, sử dụng bàn chải bằng thép không gỉ để đánh sạch hoặc dùng dung môi và các phương pháp ăn mòn. Khi dùng bàn chải, nên chải theo một hướng. Nên chải nhẹ và đều không làm cho bề mặt thô ráp xù xì quá có thể tăng thêm nguy cơ ngậm oxit trên bề mặt vật hàn. Ngoài ra, làm sạch bề mặt vật hàn bằng nhôm không được dùng bàn chải đã sử dụng cho việc làm sạch vật hàn bằng thép hoặc thép không gỉ. Khi dùng các giải pháp làm sạch bằng hóa học phải đảm bảo làm sạch dung môi ăn mòn trên bề mặt chi tiết trước khi hàn. Để giảm thiểu nguy cơ hydrocarbon từ dầu mỡ hoặc dung môi từ nguyên công cắt xâm nhập vào mối hàn, phải làm sạch chúng bằng chất tẩy. Kiểm tra để chắc chắn rằng chất tẩy không chứa thành phần hydrocarbon.
Gia nhiệt: Gia nhiệt vật hàn để tránh nứt mối hàn. Nhiệt độ nung nóng vật hàn không vượt quá 230F. Nên dùng nhiệt kế để chủ động duy trì nhiệt độ tránh quá nhiệt. Thợ hàn cũng cần nung nóng trước chi tiết hàn dầy khi hàn với chi tiết mỏng
Dùng kỹ thuật đẩy mỏ hàn: Với nhôm, hàn với thao tác đẩy mỏ hàn thay vì kéo mỏ để tác dụng làm sạch tốt hơn, giảm thiểu nhiễm bẩn mối hàn và tăng khả năng bảo vệ của khí .
Tốc độ di chuyển: Hàn nhôm cần được thực hiện "nóng và nhanh". Không như thép, tính dẫn nhiệt cao của nhôm đòi hỏi phải đặt điện áp hàn, dòng hàn lớn hơn, và tốc độ di chuyển mỏ hàn cũng lớn hơn. Nếu tốc độ di chuyển mỏ chậm, có thể dẫn tới cháy thấu mối hàn, đặc biệt là khi hàn chi tiết mỏng.
Khí bảo vệ: khí Argon, với tác dụng làm sạch và đặc tính thâm nhập tốt, là loại khí được chọn sử dụng phổ biến nhất cho hàn nhôm. Hàn các hợp kim nhôm 5XXX-series, hỗn hợp khí bảo vệ kết hợp argon với heli - tối đa 75% heli - sẽ giảm thiểu sự hình thành oxit magiê.
Dây hàn: Lựa chọn dây hàn có nhiệt độ nóng chảy tương tự vật liệu cơ bản . Thợ hàn càng hạn chế khoảng nóng chảy của kim loại thì cãng dễ hàn. Để hàn chi tiết mỏng, sử dụng dây 0.8mm kết hợp với quy trình hàn xung tại tốc độ thấp - 100 đến 300 inch/phút - là tối ưu.
Hình thành mối hàn dạng lồi: Khi hàn nhôm, nứt mối hàn thường hay xảy ra. Nứt do mức độ dãn nở nhiệt cao của nhôm và sự co ngót xảy ra khi nguội mối hàn. Nguy cơ nứt là rất lớn với mối hàn lõm vì bề mặt của mối hàn co ngót và rách khi nguội. Do đó, thợ hàn nên thao tác hàn để hình thành mối hàn dạng lồi. Bởi vì khi mối hàn nguội dần, dạng lồi của mối hàn sẽ cân bằng lực co ngót .
Lựa chọn nguồn hàn:
Khi chọn thiết bị hàn cho ứng dụng hàn nhôm trong khí bảo vệ, điều đầu tiên là lựa chọn phương pháp dịch chuyển hồ quang phun hoặc xung. Máy hàn có chế độ dòng hàn không đổi (cc) và điện áp hàn không đổi (cv) được dùng cho hàn hồ quang phun. Với chi tiết nhôm dầy, đòi hỏi dòng hàn ở mức hơn 350A, chế độ cc cho kết quả tốt nhất.
Hàn xung thường được thực hiện với máy hàn inverter. Các máy hàn đời mới tích hợp quy trình hàn xung dựa trên đường kính và loại dây hàn. Khi hàn MIG xung, các giọt nhỏ kim loại từ dây hàn dịch chuyển tới vật hàn trong mỗi chu kỳ xung của dòng hàn. Quy trình hàn xung tạo dịch chuyển giọt kim loại một cách chủ động, ít bắn tóe và tốc độ hàn nhanh hơn so với hàn dịch chuyển phun. Sử dụng quy trình hàn MIG dòng xung khi hàn nhôm cũng điều khiển sự tích nhiệt ở vật hàn tốt hơn, giảm thiệu sự lệch vị trí hàn và cho phép thợ hàn có thể hàn chi tiết mỏng tại dòng hàn và tốc độ cấp dây nhỏ.
Máy hàn Hồng Ký Mig-350I
Bộ cấp dây:
Phương pháp được ưa dùng để cấp dây hàn nhôm mềm với khoảng cách xa là phương pháp đẩy-kéo, sử dụng buồng cấp dây kín để bảo vệ dây khỏi tác động môi trường. Mô tơ cấp dây nhiều tốc độ với mômen xoắn không đổi trong buồng cấp dây giúp cho việc đẩy và dẫn dây qua súng hàn với lực đẩy và tốc độ không đổi. Môtơ có mômen xoắn cao trong súng hàn kéo dây và duy trì tốc độ cấp dây và chiều dài hồ quang thích hợp. Trong một số trường hợp, thợ hàn sử dụng cùng một bộ cấp dây cho dây hàn thép và dây hàn nhôm. Khi đó, nên sử dụng liner dẫn dây bằng plastic hoặc teflon để giúp cho việc cấp dây nhôm được thuận lợi.
Đối với ống dẫn dây, sử dụng ống dẫn dây đầu vào bằng plastic để hạn chế rối dây trước con lăn dẫn dây chủ động. Khi hàn, để cáp mỏ hàn càng thẳng càng tốt để giảm thiểu lực cản cấp dây. Kiểm tra và căn chỉnh thẳng hàng giữa con lăn đẩy dây và ống dẫn dây để hạn chế sự cào xước dây hàn nhôm.
Sử dụng con lăn đẩy dây dùng riêng cho dây nhôm. Căn chỉnh lực ép thích hợp lên con lăn để dây được cấp trơn tru và ổn định. Lực ép qua lớn sẽ làm cho dây hàn biến dạng và làm cản trở sự đẩy dây; lực ép quá nhỏ thì dây được cấp không ổnđịnh. Cả hai trường hợp có thể dẫn tới hồ quang hàn không ổn định và làm rỗ mối hàn.
Súng hàn:
Sử dụng ống liner dùng riêng cho dây hàn nhôm. Để ngăn chặn sự cào xước dây, cố gắng lắp giữ cả hai đầu của liner sát với ống phun khí trong mỏ hàn. Thay thế liner thường xuyên sẽ làm giảm các khả năng gây tắc do cọ xát dây tạo nên bột ôxit nhôm trong ống. Sử dụng đầu bép hàn cho dây nhôm (contact tip) với đường kính lớn hơn khoảng 0,4 mm so với đầu bép hàn dây thép do dây nhôm có hệ số dãn nở nhiệt cao. Thông thường, khi hàn với dòng hàn lớn hơn 200A nên sử dụng mỏ hàn làm mát bằng nước để tránh tích lũy nhiệt và giảm thiểu các khó khăn xảy ra đối với việc cấp dây.
(Nguồn: Ngoclinh)
Ketnoitieudung là nhà phân phối các loại thang nhôm, thiết bị, máy móc công nghiệp, dụng cụ điện, dụng cụ cầm tay chính hãng chất lượng tốt nhất với giá rẻ cùng các chính sách ưu đãi – giao hàng nhanh 1-2h làm việc – bảo hành đảm bảo, khách hàng có thể liên hệ cùng chúng tôi để được tư vấn chuyên sâu về các sản phẩm cũng như chọn cho mình 1 sản phẩm phù hợp nhất với công việc.

26/03/2016
Việc sử dụng máy hàn đúng cách là điều quan trọng mà người dùng nào cũng cần phải trang bị cho mình. Trong quá trình hàn cần lưu ý để đảm bảo an toàn cho cả bản thân lẫn những người xung quanh. Bài viết hôm nay sẽ hướng dẫn bạn cách hàn Inox đúng cách, tránh những tai nạn phát sinh trong quá trình hàn, cùng tham khảo nhé!
May han dien tu Jasic
1. Chuẩn bị đồ bảo hộ đầy đủ - đặc biệt là bảo vệ mắt
Điểm đầu tiên khi người dùng mới bắt đầu hàn inox, hàn hồ quang là bạn phải biết giữ gìn đôi mắt của mình một cách thận trọng nhất, không nên quá coi thường việc thực tập trong lần đầu tiên hàn inox hay hồ quang điện để rồi mắt bạn sẽ bị đau và lúc ấy bạn mới biết không có gì khó chịu hơn là đau mắt hàn.
Đau mắt hàn thì phải làm sao? Cách chữa trị đau mắt hàn?
- trả lời: Nếu bạn bị đau mắt hàn hãy trườm đá liên tục trong nhiều giờ, thì khả năng nhanh khỏi rất nhanh, và việc giảm thị lực mắt là không đáng kể .
Bạn phải biết giữ gìn đôi mắt của mình một cách thận trọng nhất
2. Chú ý hàn inox đúng cách
Đầu tiên bạn đặt que hàn 90 độ và lựa đúng điểm chính giữa hai đầu thanh inox bạn cần hàn, hay còn gọi là đối tượng cần hàn.
Trước khi hàn, bạn phải đeo mặt nạ hàn và kính hàn vào nếu không muốn bị đau mắt, khi hàn inox bạn cần chú ý đến khoảng cách mối hàn với khuôn mặt bạn, bạn không nên háp mặt vào gần mối hàn, hay mở to mắt khi que hàn đã nóng lên. Điều này chúng tôi khuyến cáo các bạn hãy chọn đúng điểm cần hàn, căn chỉnh cho chính xác rồi nhắm mắt lại hãy hàn. Như vậy vừa tránh không bị khói hàn bay thẳng vào mắt vừa tránh được sức nóng của que hàn làm bong da mặt, gay đỏ rát và thậm chí là sưng tấy.
Bạn cần chú ý đến khoảng cách mối hàn với khuôn mặt bạn
3. Hướng dẫn cách hàn inox
Quy cách hàn Inox và hàn hồ quang điện như sau:
Khi que hàn vừa chạm vào mối hàn bạn phải chấm nhả, chấm nhả que hàn liên tục, thao tác này lặp đi lặp lại 2 đến 3 lần.Điều này sẽ giúp mối hàn của bạn không bị bong ra, hoặc tránh được mối hàn không có độ kết dính cao.
Lưu ý: Để quá trình hàn diễn ra thuận lợi và chính xác nhất các bạn lên sắm cho mình một chiếc máy hàn hơi, như vậy các thao tác hàn sẽ được chuẩn xác nhất, các mối hàn sẽ đạt được độ thẩm mỹ cao và kết dính tốt nhất.
Hiện nay trên thị trường có nhiều thương hiệu máy hàn với nhiều mẫu mã thiết kế đa dạng giúp bạn có nhiều sự lựa chọn hơn. Có thể kể đến một số thương hiệu máy hàn chất lượng đạt được sự tin tưởng từ người dùng như máy hàn Jasic, hay các loại máy hàn Hồng Ký. Cả 2 thương hiệu này đều được Ketnoitieudung.vn phân phối chính hãng, bạn có thể tìm đến chúng tôi đển chọn cho mình chiếc máy hàn phù hợp.
Máy hàn điện tử Hồng Ký
(Nguồn: drivers)
Ketnoitieudung là nhà phân phối các loại thang nhôm, thiết bị, máy móc công nghiệp, dụng cụ điện, dụng cụ cầm tay chính hãng chất lượng tốt nhất với giá rẻ cùng các chính sách ưu đãi – giao hàng nhanh 1-2h làm việc – bảo hành đảm bảo, khách hàng có thể liên hệ cùng chúng tôi để được tư vấn chuyên sâu về các sản phẩm cũng như chọn cho mình 1 sản phẩm phù hợp nhất với công việc.
26/03/2016
Máy hàn Mig là loại máy hàn điện tử dùng để hàn thép hợp kim cao: Al, Ni, Cu… trong môi trường khí bảo vệ, điện cực chính là dây hàn nóng chảy, được cấp tự động vào vật hàn, môi trường là khí trơ Argon hoặc Heli, sử dụng bộ cấp dây. Một số thương hiệu cung cấp Máy hàn Mig có thể kể đến như may han dien tu Jasic, các loại máy hàn điện tử Hồng Ký (xem thêm gia may han dien tu hong ky)… được phân phối chính hãng tại Ketnoitieudung.vn.
Máy hàn Jasic bán tự động Mig-350
Cũng như các thiết bị khác, trước khi sử dụng máy hàn bạn cần đọc kỹ hướng dẫn sử dụng để đảm bảo an toàn và hiệu quả khi vận hành máy. Việc sử dụng và bảo quản bảo dưỡng máy phù hợp sẽ giúp bạn sử dụng máy hàn này được lâu dài và hiệu quả. Bài viết dưới đây sẽ hướng dẫn bạn các lắp đặt và vận hành đối với máy hàn Mig, cùng tìm hiểu nhé!
1. Lắp đặt: Tiến hành lắp đặt máy hàn điện và các phụ kiện đi kèm theo các bước sau:
Bước 1: Địa điểm lắp đặt
- Quan sát theo dõi và lựa chọn một địa điểm lắp đặt thích hợp
- Đặt máy ở nơi có độ ẩm thấp, không bụi bẩn và không để máy phải tiếp xúc với ánh sáng mặt trời, gió và mưa
- Nơi lắp đặt phải khô ráo, sạch sẽ ít bụi
- Trong trường hợp lắp đặt máy ở ngoài trời thì nơi lắp đặt không được tiếp xúc trực tiếp với ánh sáng, gió , mưa
- Không để tình trạng khí ẩm ăn mòn xung quanh nơi đặt máy
Bước 2: Tiếp xúc bề mặt
- Theo dõi quan sát để tránh điện giật
- Không nên chạm vào các bộ phận có điện ở bên trong cũng như bên ngoài máy
- Nguồn hàn phải được nối đất, đế kim loại và gá kẹp phải được nối điện với nhau theo đúng quy định kỹ thuật
- Trước khi tiếp xúc phải đảm bảo chắc chắn rằng các bộ phận đều được tắt
- Không dùng cáp hàn không đủ tiêu chuẩn
- Đảm bảo an toàn chặt chẽ cho mỗi lần nối tiếp
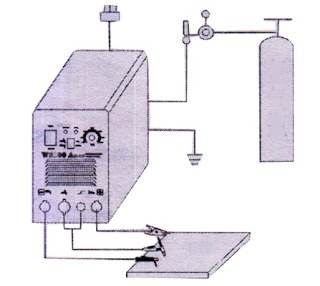
Bước 3: Tiếp xúc nguồn hàn
Lắp đặt máy hàn mig
Đảm bảo để kim loại phải khớp với mỏ hàn và bộ phận cấp dây hàn, kiểm tra để bộ thích ứng mỏ hàn bắt chặt bu lông.
Bước 4: Kết nối với ống dẫn khí
Nếu bình khí bị lật thì có thể gây ra thương tích cho người vận hành máy, phải đặt bình khí theo kiểu đứng sau đó nối dây dẫn khí
1) Khớp đai ốc với bình khí, đảm bảo phải được siết chặt bằng cờ lê.
2) Khớp ống dẫn khí với điểm tiếp nối được vặn chặt bằng cờ lê.
Bước 5: Kết nối đầu vào
- Nguồn hàn phải được nối đất, kim loại và gá kẹp phải được nối điện với nhau theo đúng tiêu chuẩn kỹ thuật điện,
- Trước khi nối phải đảm bảo chắc chắn các nguồn điện đã được ngắt.
- Đảm bảo phải có 1 công tắc hoặc bảng ngắt cho từng nguồn điện của máy hàn
Bước 6: Nối dây cáp
- Nối dây cáp mỏ hàn với bu lông của thanh dẫn và xiết chặt bằng mỏ lết
- Khớp nối dây khí với điểm nối cho chặt và xiết chặt bằng mỏ lết.
- Nối cáp điều khiển và cáp hàn chặt chẽ
2. Vận hành hàn
Thợ hàn là người sử dụng trực tiếp máy hàn nên đòi hỏi khi hàn họ phải có kiến thức và kỹ năng hàn an toàn. Vận hành máy theo đúng chu kỳ làm việc danh định hoặc thấp hơn, nếu sử dụng quá tải chu lỳ làm việc danh định thì máy hàn sẽ bị hỏng hoặc cháy,
Máy hàn Hồng Ký Mig -500I
Công tắc điều chỉnh OFF/ON
Máy hàn này có 2 kiểu vận hành bằng cách nhấn công tắc điều chỉnh của miếng hàn trên tấm panel chính. Thiết lập công tức điều chỉnh vùng lõm cuối đường hàn
Những ứng dụng cơ bản:
OFF:
+ Hàn đính
+ Lặp lại hàn điểm
+ Hàn tấm mỏng
ON:
+ Ứng dụng hàn liên tục các tấm hàn có điểm đầy
+ Hàn điểm giữa
3. Các thông số hàn
Nếu thông số hàn không phù hợp thì sẽ xảy ra những trường hợp sau:
Điện thế hàn quá cao
+ Đường hồ quang bị kéo dài
+ Mối hàn bị rộng
+ Không đủ độ ngấu mối hàn và sức chịu lực
Điện thế hàn quá thấp
+ Dây cấp bắn thẳng vào đế kim loại gây bắn tung tóe
+ Mối hàn bị rộng
+ Không đủ độ ngấu mối hàn và sức chịu lực
Dòng hàn quá cao
+ Mối hàn quá rộng
+ Không đủ độ ngấu mối hàn và sức chịu lực
Tốc độ hàn quá cao
+ Mối hàn trở lên hẹp lại
+ Không đủ độ ngấu mối hàn và sức chịu lực
(Nguồn: Máy móc công nghiệp)
Ketnoitieudung là nhà phân phối các loại thang nhôm, thiết bị, máy móc công nghiệp, dụng cụ điện, dụng cụ cầm tay chính hãng chất lượng tốt nhất với giá rẻ cùng các chính sách ưu đãi – giao hàng nhanh 1-2h làm việc – bảo hành đảm bảo, khách hàng có thể liên hệ cùng chúng tôi để được tư vấn chuyên sâu về các sản phẩm cũng như chọn cho mình 1 sản phẩm phù hợp nhất với công việc.
