
Tư vấn kết nối
20/04/2016
Mitutoyo việt nam là một trong những thương hiệu thiết bị đo được nhiều người tin dùng và lựa chọn nhờ tính chuẩn xác cũng như chất lượng đạt tiêu chuẩn quốc tế. Các sản phẩm thiết bị đo Mitutoyo có thể kể đến như thước cặp điện tử mitutoyo, các loại thước cặp mitutoyo, đồng hồ so, panme đo ngoài mitutoyo,... Bài viết dưới đây giới thiệu đến bạn về đặc điểm, công dụng của Đồng hồ so điện tử cũng như hướng dẫn sử dụng thiết bị này.
Đồng hồ so điện tử Mitutoyo 543-470B
1. Đặc điểm và công dụng:
- Là dụng cụ đo chính xác tới 0.01, 0.001mm. Đồng hồ so điện tử còn chính xác hơn.
- Đồng hồ so dùng nhiều trong việc kiểm tra sai lệch hình dạng hình học và vị trí của chi tiết như độ côn, độ thẳng, độ song song, vuông góc, độ không đồng trục.
- Đồng hồ so còn kiểm tra hàng loạt khi kiểm tra kích thước bằng phương pháp so sánh.
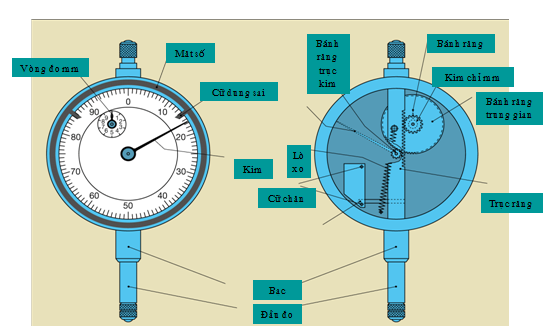
Cấu tạo Đồng hồ so
2. Cách sử dụng:
- Khi sử dụng Đồng hồ so, trước hết phải gá lên giá đỡ vạn năng hoặc phụ kiện riêng. Sau đó chỉnh cho đầu đo tiếp xúc với vật cần đo.
- Điều chỉnh mặt số lớn cho kim đúng vị trí số “0”. Di chuyển đồng hồ tiếp xúc suốt trên bề mặt cần kiểm tra.
3. Cách bảo quản:
- Khi sử dụng Đồng hồ so phải hết sức nhẹ nhàng, tránh va đập
- Không dùng tay ấn vào que đo, làm thanh đo di chuyển mạnh
- Không để đồng hồ so nơi ẩm
- Không nên tháo các mép của Đồng hồ so ra
(Nguồn: DungcucamtayBosch)
Ketnoitieudung là nhà phân phối các loại thang nhôm, thiết bị, máy móc công nghiệp, dụng cụ điện, dụng cụ cầm tay chính hãng chất lượng tốt nhất với giá rẻ cùng các chính sách ưu đãi – giao hàng nhanh 1-2h làm việc – bảo hành đảm bảo, khách hàng có thể liên hệ cùng chúng tôi để được tư vấn chuyên sâu về các sản phẩm cũng như chọn cho mình 1 sản phẩm phù hợp nhất với công việc.
20/04/2016
Chọn mua cho mình một chiếc thước cặp chất lượng và chính xác là điều cần thiết, các sản phẩm thiết bị đo Mitutoyo việt nam được nhiều người tin tưởng và lựa chọn. Tuy nhiên không phải ai cũng biết cách sử dụng và bảo quản tốt dụng cụ đo của mình. Bài viết dưới đây hướng dẫn bạn cách sử dụng thước cặp và những lưu ý để bảo quản thước cặp này.
Thước cặp mitutoyo
Thước cặp chia làm 3 loại cơ bản như sau:
-Thước cặp cơ (thông thường)
-Thước cặp đồng hồ
-Thước cặp điện tử
Thước cặp điện tử mitutoyo
1- Đặc điểm và cấu tạo của thước kẹp
- Đặc điểm :
Thước cặp là dụng cụ đo có tính đa dụng (đo kích thước ngoài , kích thước trong và chiều sâu) phạm vi đo rộng , chính xác cao, giá thành rẻ…
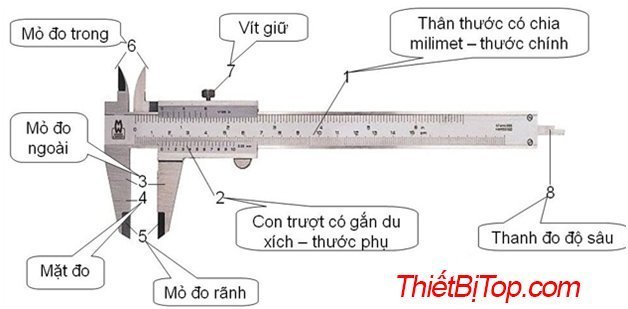
- Cấu tạo:
Thước kẹp cơ bản bao gồm:hàm đo trong , hàm đo ngoài ,hàm cố định, hàm chốt, đo sâu , thân thước, đơn vị mm/inch…
- Thước cặp thường được phân loại theo 2 loại:
Phân loại theo tính chinh xác:
-Thước cặp 1/10: độ chính xác đến 0.1mm
- Thước cặp 1/20: độ chính xác đến 0.05mm
- Thước cặp 1/50: độ chính xác đến 0.02mm
Phân loại theo đặc điểm:
-Thước cặp đồng hồ :kết quả đo được hiển thị trên mặt đồng hỗ số
-Thước cặp cơ khí : kết quả đo được hiển thị trên vách thước cơ khí
-Thước cặp điện tử : kết quả được hiển thị trên mặt đồng hồ điện tử
-Nguyên lý của thước kẹp:
2-Cách sử dụng :
- Cách đo:
-Trước khi đo phải kiểm tra xem thước có chính xác không.
-Phải kiểm tra xem bề mặt vật đo có sạch không.
-Khi đo phải giữ cho 2 mặt phẳng của thước song song với vật cần đo.
-Trường hợp phải lấy thước ra khỏi vị trí đo thì phải vặn ốc hãm để cố định với thân thước chính.
-Chú ý:Nếu đo mặt trong của vật thì ta phải cộng thêm 10mm với thước đơn vị mm.
-Cách đọc trị số :
-Khi đo xem vạch “0” của du xích ở vị trí nào của thước chính ta đọc phần nguyên ở phía trên thước chính.
-Xem vạch nào của du xích trùng với vạch của thước chính ta đọc phần lẻ của kích thước theo vạch đó của du xích ( tại phần trùng nhau).
3.Cách bảo quản:
-Không được dùng để đo vật đang quay.
- Không đo các bề mặt thô bẩn.
-Không ép mạnh 2 mỏ thước vào vật đo.
-Hạn chế việc lấy vật đo ra khỏi thước rồi mới đọc. (xem thêm về mitutoyo vietnam co. ltd)
-Đặt thước đúng vị trí trong hộp ,không để chồng lên thiết bị khác hay để thiết bị khác chồng lên .
-Thường xuyên
(Nguồn: Thietbitop)
Ketnoitieudung là nhà phân phối các loại thang nhôm, thiết bị, máy móc công nghiệp, dụng cụ điện, dụng cụ cầm tay chính hãng chất lượng tốt nhất với giá rẻ cùng các chính sách ưu đãi – giao hàng nhanh 1-2h làm việc – bảo hành đảm bảo, khách hàng có thể liên hệ cùng chúng tôi để được tư vấn chuyên sâu về các sản phẩm cũng như chọn cho mình 1 sản phẩm phù hợp nhất với công việc.

20/04/2016
Hiện nay với sự phát triển của công nghệ, nhiều thương hiệu đã cho ra đời những loại máy khoan cầm tay với thiết kế và tính năng khá nhau phục vụ cho những công việc khác nhau, đáp ứng nhu cầu sử dụng của người dùng và giúp người dùng có nhiều sự lựa chọn hơn. Vậy có những loại máy khoan nào để lựa chọn và công dụng từng loại như thế nào? Bài viết dưới đây giới thiệu đến bạn một số loại máy khoan cầm tay cũng như ứng dụng của mỗi loại giúp bạn lựa chọn cho mình chiếc máy khoan phù hợp với nhu cầu.
Máy khoan cầm tay Bosch
Các loại máy khoan cầm tay trên thị trường như:
1. Máy khoan điện: Là máy khoan thông thường với động cơ điện, có hoặc không có chức năng đảo chiều (để bắt vít), không có chế độ khoan bê tông, thường dùng để khoan thép, gỗ, nhôm.
Máy khoan điện EHB 16/ 1.4 S R/L
2. Máy khoan va đập: Hay còn gọi là máy khoan động lực: Là máy khoan có hoặc không có chức năng đảo chiều, có chế độ khoan va đập để khoan tường, khoan bê tông nhẹ, công suất đến khoảng 1200W
Máy khoan va đập SBE 561
3. Máy Khoan búa xoay: Chế độ khoan búa xoay thường được trang bị để khoan bê tông hay khoan vật liệu cứng
Máy khoan bê tông búa xoay
4. Máy khoan rút lõi bê tông: Công suất từ 700W đến 3000W, phù hợp cho các hạng mục khoét lỗ từ 30mm đến 300mm. Một số máy khoan rút lõi chạy bằng động cơ xăng, dầu hay thủy lực có thể khoan lỗ lênđến 1000-1200mm .
Máy khoan rút lõi bê tông
Máy khoan cầm tay công suất nhỏ dưới 600W đa số đều được sản xuất tại Trung Quốc để tối ưu chi phí. Thông thường đối tượng mua máy khoan cầm tay công suất nhỏ quan tâm đến máy khoan đa dụng với nhiều chức năng.
Các hãng máy khoan Bosch, Makita, Metabo... đều có dòng máy khoan đa dụng với tỉ lệ chi phí/lợi ích tối ưu. Với các nhà thầu chuyên nghiệp thì việc cân nhắc mua một máy khoan cầm tay chuyên dụng có độ tin cậy, độ bền cao là điều cần thiết. Chi phí sử dụng một mũi khoan sẽ bao gồm chi phí mua máy khoan ban đầu và chi phí vận hành (thay thế phụ tùng phụ kiện, thời gian ngưng máy sửa chữa..) tính trên tuổi thọ của máy khoan. Xuất xứ của máy khoan là rất quan trọng với các ứng dụng này. Máy khoan cầm tay xuất xứ châu Âu thường là một lựa chọn khôn ngoan cho các ứng dụng "heavy duty" này.
Máy khoan cầm tay Makita
Loại mũi khoan sử dụng cũng ảnh hưởng đến năng suất và tuổi thọ máy. Đối với ứng dụng khoan lỗ hiện nay có 2 loại mũi chính:
1. Mũi khoan xoắn hay mũi khoan đặc: Tùy theo vật liệu cần khoan là gỗ, nhôm, sắt thép hay bê tông, mũi khoan đặc sẽ được chế tạo từ các loại vật liệu, hình dạng khác nhau. Đối với mũi khoan đặc thì đường kính khoan max trên vật liệu thép khoảng 12mm, vật liệu gỗ khoảng 14-16mm, khoan tường khoảng 20mm...Khi khoan các lỗ có đường kính lớn hơn thì thường dùng mũi khoét lỗ (trừ khi khoan không xuyên lỗ)
2. Mũi khoét lỗ: Ưu điểm của mũi khoét lỗ là công suất của máy khoan không cần lớn do hoạt động khoan chỉ thực hiện ở đường chu vi lỗ. Khi khoan với mũi khoét lỗ, chỉ phần vật liệu ở chu vi của lỗ bị loại bỏ do đó khoan nhanh hơn rất nhiều so với khoan xoắn, giúp tiết kiệm chi phí năng lượng. Xuất xứ của mũi khoan, mũi khoét có ý nghĩa quan trọng về độ bền mũi khoan, máy khoan và năng suất khoan. Các nhà thầu chuyên nghiệp với tần suất sử dụng máy, mũi nhiều nên có sự cân nhắc sử dụng mũi khoan, mũi khoét loại tốt (hiện nay trên thị trường tốt nhất có cáv loại mũi khoan, mũi khoét từ châu Âu và Nhật) vì nó ảnh hưởng lớn đến việc phát huy năng suất khoan và độ bền máy.
(Nguồn: Thietbitop)
Ketnoitieudung là nhà phân phối các loại thang nhôm, thiết bị, máy móc công nghiệp, dụng cụ điện, dụng cụ cầm tay chính hãng chất lượng tốt nhất với giá rẻ cùng các chính sách ưu đãi – giao hàng nhanh 1-2h làm việc – bảo hành đảm bảo, khách hàng có thể liên hệ cùng chúng tôi để được tư vấn chuyên sâu về các sản phẩm cũng như chọn cho mình 1 sản phẩm phù hợp nhất với công việc.

20/04/2016
Nói đến hàn thì không ai là không biết hàn, có điều hàn có chuẩn hay không? Biết cách sử dụng và bảo quản máy hàn hay không lại là chuyện khác. Bài viết này tôi không miêu tả cách hàn, cũng như sử dụng máy hàn như thế nào. Trong bài viết đưa ra một số chú ý khi hàn và sử dụng máy hàn sao cho hợp lý.
1. Thiếc hàn – Chì hàn
Chì hàn
Gọi là thiếc hàn nhưng thực chất trong thứ kim loại mềm dẻo mà chúng ta sử dụng để hàn hằng ngày không chỉ có thiếc, chúng là 1 hợp kim chứa chủ yếu là Thiếc (Sn) và Chì (Pb). Với một số loại Thiếc hàn chất lượng cao còn có thêm Bạc (Ag), Đồng (Cu).
Chì hàn mà chúng ta sử dụng cũng có nhiều loại:
Thiếc có chì:
o Tỉ lệ 63(Sn)/37(Pb) là tối ưu, mối hàn bóng, dễ chảy. Tỉ lệ này khi hàn ngấu cho ra hợp kim Eutectic có nhiều tính năng đặc biệt.
o Tỉ lệ 60(Sn)/40(Pb) có nhiệt độ nóng chảy cao hơn, lỏng hơn nhưng mối hàn kém bóng hơn.
Thiếc không chì:
o Chủ yếu là 96.5(Sn)/3(Ag)/0.5(Cu), loại này tốt hơn, tất nhiên là giá sẽ cao hơn.
Tham khảo thêm:
o http://en.wikipedia.org/wiki/Solder
o http://en.wikipedia.org/wiki/Eutectic_point
Thiếc để sử dụng khi hàn có nhiều dạng:
o Thiếc thanh (Solder bar)
o Thiếc dây (Solder wire)
o Thiếc kem (Solder paste)
Chất trợ hàn:
Thường trong thiếc dây lõi là chất trợ hàn (Flux Liquid) – tùy loại mà có 1 lõi hay nhiều lõi, thiếc kem cũng có đi kèm chất trợ hàn vì thế khi hàn chúng ta không cần có thêm chất trợ hàn. Chất trợ hàn có chứa 1 phần là axit giúp làm sạch mối hàn, khiến mối hàn bóng bẩy. Chất trợ hàn có thể là nhựa thông hoặc 1 dung môi làm sạch.
Để dùng bên ngoài thì có thêm loại mỡ hàn, là chất giúp làm sạch mối hàn và giảm sức căng bề mặt của thiếc hàn do đó giúp thiếc hàn bám vào mối hàn mịn hơn.
Bạn có thể tự chế dung dịch phủ mạch cũng như trợ hàn bằng nhựa thông bằng cách đập vụn nhựa thông sau đó cho vào dung dịch aceton hoặc xăng. Cho nhựa thông vụn vào và khuấy đều đến khi nhựa thông tan hết, và ta có một dung dịch màu vàng sậm 1 chút là được. Các bạn nên pha ít một để dùng, khi nào hết pha tiếp chứ nếu pha nhiều đến lúc xăng hoặc aceton bay hơi hết thì không ổn lắm. :D
Dung dịch sau khi chế này bạn có thể quét lên vị trí chuẩn bị hàn hoặc quét lên bản mạch mà chúng ta ủi sẽ giúp mạch in không bị oxi hóa, đẹp và giúp hàn dễ hơn nữa.
Kinh nghiệm đi mua thiếc hàn:
Khi đi cầm theo một chiếc bật lửa, hơ nóng chảy 1 đoạn nhỏ dây thiếc hàn, thiếc nóng chảy rơi xuống hạt tròn bóng nhẵn như bi sắt, khi nguội cầm tay vê không làm đen tay là được. Còn nếu hạt thiếc sần sần, đen tay khi cầm là quá nhiều chì.
2. Máy hàn – Mũi hàn
Máy hàn
Hiện có rất nhiều loại máy hàn trên thị trường (như máy hàn Hồng Ký, máy hàn Jasic,...) tuy nhiên trong giới sinh viên thì có 2 loại phổ biến nhất là máy hàn xung (súng) và máy hàn nung (bút).
Máy hàn xung là loại được gia nhiệt bằng xung điện xoay chiều có dòng lớn từ cuộn thứ cấp của máy hàn. Loại này thường có công suất lớn, nhiệt tạo ra nhanh.
Máy hàn nung là loại gia nhiệt bằng mayxo, thời gian từ lúc mở máy đến lúc hàn được khá lâu.
Máy hàn điện tử Inverter Hồng Ký HK TIG 200E
Hai loại này có thể điều chỉnh được nhiệt độ hàn. Khi hàn những linh kiện nhạy cảm như IC, cảm biến thì nên dùng máy hàn nung để tránh xung điện từ máy hàn xung làm hỏng linh kiện.
Mũi hàn
Một số loại mũi hàn
Có rất nhiều loại mũi hàn: mũi dao, mũi nhọn… sử dụng cho nhiều mục đích. Thường mũi hàn đã được mạ trước, như Niken chẳng hạn giúp tăng tuổi thọ mũi hàn.
Phụ kiện đi kèm:
Dây hút thiếc – Mỡ hàn – Cây hút thiếc
Máy hàn, thiếc hàn, chất trợ hàn, mỡ hàn, cây hút thiếc, dây hút thiếc.
Kệ hàn – bọt biển – bùi nhùi
Kệ hàn giúp cố định tay hàn khi không sử dụng. Bọt biển và bùi nhùi giúp làm sạch đầu mũi hàn.
3. Nhiệt độ hàn
Nhiệt độ hàn không được quá cao khiến bong board mạch, cháy mạch, không quá thấp khiến thiếc hàn không nóng chảy được hoặc vỡ vụn ra. Thiếc hàn có nhiệt độ nóng chảy khoảng 200-280 độ C, vì vậy nhiệt độ phải vừa phải, cỡ 240 – 350 độ C là đã có thể hàn tốt rồi.
Với linh kiện dán hoặc IC để nhiệt độ 240 – 260 độ, linh kiện rời rạc để nhiệt độ 260 độ, với header – connector để nhiệt độ 280 độ. Tùy theo loại thiếc và diện tích bề mặt hàn mà tăng giảm nhiệt độ vừa phải đảm bảo linh kiện và board mạch không bị hỏng cũng như không gây khó khăn cho người hàn.
Thời gian giữ mũi hàn tại chân linh kiện cũng không được lâu, chỉ khoảng 5 – 7s là nhiều. Trong quá trình hàn, với những mối hàn lớn, linh kiện nhạy cảm như IC, transistor… thì bạn cần giúp linh kiện tản nhiệt bằng cách kẹp vào chân linh kiện hoặc áp vào linh kiện 1 thứ bằng kim loại để có thể giúp tản nhiệt cho linh kiện nhanh hơn.
4. Chú ý khi hàn
Các bước để hàn một mối hàn đẹp và chắc chắn:
o Chú ý để tránh bị bỏng khi hàn.
o Cố định vật hàn hoặc bo mạch cần hàn.
o Điều chỉnh nhiệt độ thích hợp với nơi hàn.
o Khi nhìn thấy khói bốc lên tức là nhiệt đã đủ, không cần làm nóng mỏ hàn thêm nữa, giữ nhiệt độ ổn định.
o Thêm 1 chút thiếc lên đầu mũi hàn.
o Bắt đầu đặt đầu mũi hàn vào chân linh kiện và pad trên board mạch.
o Đưa thiếc hàn vào chân linh kiện bên cạnh mũi hàn vừa đủ để thiếc nóng chảy và dàn đều ra chân linh kiện và pad.
o Mối hàn đẹp là mối hàn bóng, vừa đủ thiếc, không thừa vón cục, không thiếu để hở lỗ pad và trơ gốc chân linh kiện.
Chú ý khi hàn
Mạ lại đầu mũi hàn mỗi khi mũi hàn bị oxy hóa:
Việc mạ lại đầu mũi hàn trước và sau khi sử dụng giúp tăng tuổi thọ cho mũi hàn, chống oxy hóa và giúp bám thiếc tốt hơn. Việc này là cần thiết cho mọi loại máy hàn.
Trước khi mạ, mũi hàn có xỉ đen, cáu bẩn là do nhiệt cao làm cháy chất trợ hàn (Flux) hoặc do trong chất trợ hàn có thành phần axit khiến ăn mòn đầu mũi hàn. Cần làm sạch bằng cách cạo sạch mũi hàn bằng lưỡi dao nhỏ, sau đó gia nhiệt cho mũi hàn, nhúng mũi hàn vào chất trợ hàn, sau đó đưa thiếc vào làm sao cho thiếc được tráng đều trên mặt mũi hàn khoảng 5mm.
Đơn giản hơn:
Mạ đầu mũi hàn
Làm sạch mũi hàn – Dùng thiếc quấn quanh đầu mũi hàn khoảng 7mm – Gia nhiệt vừa đủ cho thiếc tan chảy.
Làm đẹp mối hàn:
Khi sử dụng máy hàn xung, cần làm sạch các điểm tiếp xúc, vặn ốc vít thật chặt để mũi hàn được truyền điện tốt nhất. Khi hàn thì đặt mũi hàn vào vị trí cần hàn, đưa dây thiếc vào vị trí đầu mũi hàn rồi mới bóp công tắc, không bóp công tắc trước ở ngoài rồi mới đưa vào.
Để có một mối hàn đẹp, chắc chắn, ngoài yếu tố chất lượng thiếc hàn, máy hàn thì còn phần lớn là do người hàn. Hàn một thời gian thì bạn sẽ tích lũy được kỹ năng hàn chuẩn, cảm giác hàn tốt hơn.
Sau khi hàn mạch xong, nên sử dụng cồn hoặc aceton để tẩy rửa sạch mạch, lúc này mạch sẽ long lanh hơn rất nhiều.
Máy hàn điện tử HK 200A
5. Vấn đề sức khỏe
Vấn đề này rất quan trọng, người làm về điện tử sẽ thường xuyên phải tiếp xúc với linh kiện, hóa chất, khói – hơi.
Khi làm cần chú ý:
o Hàn nơi thoáng khí, cần có 1 quạt hút hơi – khói hàn ra ngoài, tránh để người hàn hít – ngửi trực tiếp với khói hàn. Khói hàn thực chất là nhựa thông – chất trợ hàn bị đốt nóng và bay hơi. Với những loại thiếc chất lượng kém, trong khói hàn còn có cả chì.
o Khi hàn nên đeo kính, đi găng tay để tránh tiếp xúc trực tiếp với linh kiện, hóa chất.
o Chú ý để tránh tiếp xúc với mũi hàn, đầu mỏ hàn gây bỏng.
o Cần sử dụng kính lúp, kính phóng đại khi hàn, làm việc với các loại board mạch cỡ nhỏ, linh kiện nhỏ và phải đầy đủ ánh sáng tránh bị tật về mắt.
(Nguồn: Thietbitop)
Ketnoitieudung là nhà phân phối các loại thang nhôm, thiết bị, máy móc công nghiệp, dụng cụ điện, dụng cụ cầm tay chính hãng chất lượng tốt nhất với giá rẻ cùng các chính sách ưu đãi – giao hàng nhanh 1-2h làm việc – bảo hành đảm bảo, khách hàng có thể liên hệ cùng chúng tôi để được tư vấn chuyên sâu về các sản phẩm cũng như chọn cho mình 1 sản phẩm phù hợp nhất với công việc.

20/04/2016
An toàn luôn là yếu tố hàng đầu khi sử dụng bất kỳ thiết bị nào, máy hàn cũng không ngoại lệ. Với mỗi tính chất đặc điểm của vật cần hàn thì cần có những yêu cầu cần đảm bảo khi hàn ( xem thêm các loại máy hàn Hồng Ký, máy hàn Jasic,...). Bài viết dưới đây hướng dẫn bạn chi tiết hơn về tính hàn cũng như lưu ý khi hàn một số loại thép tiêu biểu.
Máy hàn điện tử HK 200A
Thép carbon thấp
- Tính hàn tốt
- Không có yêu cầu gì đặc biệt
- Độ bền kéo thông thường khoảng 42 kgf/mm2 (60,000psi) với giới hạn chảy khoảng 28 kgf/mm2 (40,000psi).
Thép carbon trung bình
Khi hàm lượng carbon tăng lên, xu hướng hình thành pha martensit giòn tăng. Vì vậy, việc gia nhiệt trước khi hàn và làm nguội chậm sau khi hàn là cần thiết
Xu hướng nứt trong vùng ảnh hưởng nhiệt tăng lên với sự có mặt của hidro trong vùng ảnh hưởng nhiệt. Vì vậy, điều cần thiết là sử dụng que hàn sao cho không trở thành nguồn hidro hấp thụ vào kim loại cơ bản.
Nứt dưới mối hàn hoặc giòn do hidro dễ xảy ra khi hàm lượng carbon vượt quá 0,55%
- Nhiệt độ gia nhiệt trước hàn đề nghị phụ thuộc vào hàm lượng carbon và độ dầy tiết diện hàn. Hàm lượng carbon càng cao hoặc độ dày tiết diện càng lớn thì nhiệt nung nóng cao hơn.
- Mục đích của gia nhiệt trước và làm nguội chậm là để đảm bảo vùng ảnh hưởng nhiệt có độ cứng nhỏ hơn 35 HRC để kim loại không bị giòn.
Thép carbon cao
Tính hàn kém và như quy định là không được hàn trong các ứng dụng chế tạo mới
Chỉ ứng dụng hàn cho mục đích sửa chữa. Các loại thép carbon cao nói chung được sử dụng trong các dụng cụ có độ bền lâu tại cấp độ cứng cao như thép dụng cụ,v.v…Nếu cố hàn có thể gây nứt. Bắt buộc phải nung nóng trước và giữ nhiệt trong khi hàn.
Nên sử dụng hợp kim trong vật liệu hàn có thể chịu được sự xoay vòng nhiệt và gia nhiệt cao trước mặc dù độ cứng của lớp kim loại mối hàn thấp hơn kim loại cơ bản. Tăng cường xử lý nhiệt khử ứng suất sau hàn thường được áp dụng để đảm bảo tuổi thọ hoạt động tốt của chi tiết
Thép hợp kim thấp carbon thấp
Do hàm lượng carbon thấp, ngay cả khi martensite được hình thành do đương lượng carbon cao, nên thép loại này khá dẻo và dai. Vì vậy, không nhất thiết phải gia nhiệt trước
Thép carbon thấp với thép carbon cao
Thép hợp kim thông thường có độ dẻo và độ bền cao hơn thép carbon thường có cùng độ cứng, tức là thép carbon thường với độ cứng 35 HRC có độ dẻo và độ bền thấp hơn so với thép hợp kim có cùng độ cứng
Hướng dẫn cơ bản về quy trình hàn sẽ tương tự như thép carbon tương ứng ngoại trừ là với thép hợp kim các mức độ bền yêu cầu có thể cao hơn
Thép hợp kim cao
Thép gió hoặc Thép làm khuôn
Khi hàn các loại thép này đặc biệt cẩn trọng và chú ý gia nhiệt cao trước khi hàn cũng như làm nguội rất chậm sau hàn
Rất khó khăn để kim loại mối hàn đạt được các đặc tính như kim loại cơ bản. Vùng kim loại hàn sẽ có độ cứng thấp hơn
Thép không gỉ
Thép không gỉ Austenite được sử dụng thông dụng nhất trong công nghiệp, chủ yếu cho mục đích chịu ăn mòn và chịu nhiệt.
Các loại thép không gỉ này mất khả năng chịu mòn nếu ở trong môi trường nhiệt độ từ 500oC đến 750oC trong một thời gian dài. Vì vậy, phải tiến hành hàn nguội. Ở trường hợp này không có xu hướng hình thành martenxit giòn khi làm nguội nhanh và do đó không bị ảnh hưởng khi tăng tốc độ làm nguội.
Khi hàn, không cần gia nhiệt trước, sử dụng dòng hàn nhỏ, làm nguội nhanh,v.v…Hợp kim que hàn đúng phải có đặc tính phù hợp với kim loại cơ bản bao gồm đặc tính chống ăn mòn
Thép Mangan austenite
Trong thép mangan cao một hợp chất dễ vỡ được hình thành nếu tiếp xúc với nhiệt độ trên 300oC trong một thời gian dài. Do đó nên duy trì ở nhiệt độ càng thấp càng tốt có thể khi hàn
Quy trình hàn cũng giống như với thép không gỉ austenite: không gia nhiệt trước, làm nguội nhanh, duy trì nhiệt độ thấp khi hàn,v.v…
Hàn hai kim loại khác thành phần với nhau
Các mối ghép hàn kim loại khác thành phần liên quan đến thép hợp kim thường gặp trong thực tế. Đôi khi hai kim loại được hàn với nhau có thành phần rất khác nhau và hợp kim que hàn phải “hòa tan” với cả hai kim loại cơ bản.
Máy hàn điện tử Inverter Hồng Ký HK TIG 200E
Cần kiểm soát nhiệt độ nung nóng trước khi hàn, trong khi hàn và xử lý nhiệt sau khi hàn sau khi tính toán tác động đến kim loại cơ bản và hợp kim hàn sử dụng.
(Nguồn: Proweld)
Ketnoitieudung là nhà phân phối các loại thang nhôm, thiết bị, máy móc công nghiệp, dụng cụ điện, dụng cụ cầm tay chính hãng chất lượng tốt nhất với giá rẻ cùng các chính sách ưu đãi – giao hàng nhanh 1-2h làm việc – bảo hành đảm bảo, khách hàng có thể liên hệ cùng chúng tôi để được tư vấn chuyên sâu về các sản phẩm cũng như chọn cho mình 1 sản phẩm phù hợp nhất với công việc.
20/04/2016
Với nhiều thương hiệu máy hàn hiện nay, người dùng có thể lựa chọn cho mình chiếc máy hàn chất lượng chính hãng giá tốt ( tham khảo máy hàn Hồng Ký, máy hàn Jasic,...). Tuy nhiên, mỗi người cũng cần trang bị cho mình kiến thức sử dụng máy hàn một cách hiệu quả và đảm bảo cho bản thân cả mọi người xung quanh. Bài viết dưới đây hướng dẫn bạn cách hàn hồ quang tay với mối hàn ở vị trí thấp một cách an toàn và hiệu quả.
Máy hàn điện tử Inverter Hồng Ký HK TIG 200E
Hàn sấp là vị trí hàn thuận lợi, dễ thao tác nhất. Chất lượng mối hàn khi hàn sấp cao vì điều kiện thoát khí tốt, và các tạp chất dễ tách ra khỏi vũng hàn. Mặt khác khi hàn sấp dễ quan sát và theo dõi được sự hình thành mối hàn. Hàn sấp cũng là vị trí hàn phổ biến nhất trong sản xuất, và là vị trí cơ bản nhất người công nhân phải thực hiện được.
Trước khi hàn cần chuẩn bị vật hàn, làm sạch vị trí hàn. Chúng ta có thể vát mép một phía hoặc hai phía tùy thuộc và độ dày của vật hàn.
Để đảm bảo độ phẳng bề mặt giữa các chi tiết và đảm bảo khe hở giữa các chi tiết thì việc gá phải đảm bảo chắc chắn.
Các quy định về hàn đính:
- Hàn đính phải chắc chắn, chất lượng mối hàn đính phải như mối hàn chính.
- Khoảng cách giữa các mối hàn đính vào khoảng 40-50 lần độ dày vật hàn nhưng không được vượt quá 300mm.
- Chiều dài mối hàn đính vào khoảng 3-4 lần độ dày vật hàn và không được vượt quá 30mm.
- Cường độ dòng điện hàn đính phải lớn hơn cường độ dòng điện hàn chính 10-15%.
- Sau khi hàn đính cần nắn sửa lại vật hàn vì vật hàn có thể bị biến dạng khi hàn đính.
- Chọn đường kính que hàn và cường độ dòng điện hàn:
Đường kính que hàn và cường độ dòng điện hàn chọn theo bảng trong sổ tay hoặc có thể tính theo công thức: 1 Amp tương ứng với 0.0254 mm đường kính que hàn. Hoặc chọn dòng hàn mức thấp sau đó điều chỉnh tăng 5 đến 10 Amp rồi xem xét khả năng hàn cho phù hợp.
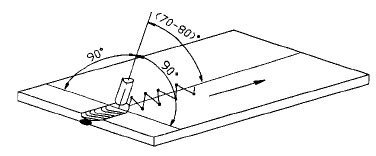
- Góc nghiêng que hàn: Que hàn nghiêng đều sang hai phía của cạnh hàn và nghiêng với hướng hàn một góc 70-80 độ như hình dưới:
Chuyển động que hàn:
- Hàn liên kết giáp mối vật hàn mỏng có khe hở nên chuyển động que hàn theo đường thẳng.
- Hàn mối hàn nhiều lớp thì lớp thứ nhất lên dùng đường kính que từ 3-4mm, với chuyển động theo đường thẳng. Từ lớp thứ 2 trở nên chuyển động que hàn theo hình răng cưa, bán nguyệt...
Chú ý: Mối hàn có chiều dài khác nhau, có thể áp dụng các cách hàn khác nhau:
- Mối hàn ngắn dưới 250mm: Hàn liên tục một mạch từ đầu đến cuối theo cùng một hướng.
Máy hàn điện tử HK 200A
- Mối hàn trung bình từ 250mm đến 1000mm: Hàn tiến hàn từ giữa ra hai đầu theo kiểu ngắt bậc (chia đường hàn ra thành nhiều phần nhỏ chiều dài 100-350mm sao cho mỗi lần hàn hết một que hàn).
- Mối hàn dài trên 1000mm: Hàn được tiến hành từ giữa ra hai đầu theo kiểu ngắt bậc và có thể dùng hai công nhân hàn cùng lúc.
(Nguồn: Mayhanhoquang)
Ketnoitieudung là nhà phân phối các loại thang nhôm, thiết bị, máy móc công nghiệp, dụng cụ điện, dụng cụ cầm tay chính hãng chất lượng tốt nhất với giá rẻ cùng các chính sách ưu đãi – giao hàng nhanh 1-2h làm việc – bảo hành đảm bảo, khách hàng có thể liên hệ cùng chúng tôi để được tư vấn chuyên sâu về các sản phẩm cũng như chọn cho mình 1 sản phẩm phù hợp nhất với công việc.

20/04/2016
Máy hàn trở thành một thiếu bị được sử dụng ngày càng nhiều trong cuộc sống do nhu cầu sử dụng ngày càng cao. Có nhiều thương hiệu máy hàn trên thị trường hiện nay giúp người dùng có nhiều sự lựa chọn hơn, trong đó máy hàn Hồng Ký là một trong những thương hiệu được nhiều người tin tưởng và chọn lựa nhờ chất lượng và giá thành phù hợp.
Máy hàn điện tử HK 200A
Trong quá trình làm việc thì nhiều thành phần của máy hàn như vòng bi hay thiết bị phân làn ngọn lửa hàn dễ gặp trục trặc, và rất khó sửa chữa cũng như hiểu được nơi bị hư hỏng, một quá trình bảo dưỡng và sử dụng đúng cách sẻ giúp nâng cao tuổi thọ cũng như hiệu suất làm việc của máy hàn, đồng thời tránh được các tai nạn do sự cố kĩ thuật trong quá trình làm việc.
Sau đây chúng tôi xin giới thiệu một số bước giúp bảo dưỡng máy hàn tốt nhất và mang đến những lợi ích cho bạn:
- Kiểm tra tất cả các bộ phận của máy hàn trước khi làm việc, đảm bảo thiết bị được nối đất, và không bị bám bụi quá nhiều, thay thế tất cả các van bị lỗi hay ống mềm bị bị cháy, hư hỏng, vì những bộ phận đó có thể chính là lý do khiến toàn bộ cỗ máy của chúng ta gặp vấn đề theo.
- Sử dụng các thiết bị an toàn phù hợp với máy hàn của bạn, vì chúng được nhà sản xuất đưa ra để đảm bảo an toàn cho bạn cũng như máy hàn, tránh hỏa hạn hay hư hỏng thiết bị của bạn. cài đặt làm việc và thường xuyên kiểm tra lại theo hướng dẫn nhà sản xuất. với hàn hồ quan điện thì đặt nối dất và sử dụng cầu chì phù hợp để chống cháy nổ.
- Đảm bảo khu vực làm việc an toàn, di chuyển tất cả các vật thể có thể gây mất an toàn lao động, đảm bảo thiết bị sử dụng hàn sạch sẻ, không có cặn hay chất dể gây cháy nổ dính vào, nắm được tình hình gió cũng như điều kiện của khu vực công trường, ngăn chặn bụi bẩn xâm nhập vào thiết bị.
- Sử dụng thiết lập làm việc đúng, các điện cực và chất độn trong quá trình hàn của phải phù hợp như hướng dẫn của nhà sản xuất. sử dụng sai thiết lập làm việc hay vật liệu có thể gây quá tải hoặc quá nóng, gây thiệt hại cho vật thể hàn hoặc chính là chiếc máy hàn của bạn.
Máy hàn điện tử Inverter Hồng Ký HK TIG 200E
- Bảo quản thiết bị ở nơi cao ráo và an toàn sau khi sử dụng, thiết bị có thể bị hư hỏng nếu rơi hay va đập, và bị ăn mòn nếu gặp môi trường có độ ẩm cao, việc bụi tích tụ ở các mạch điện hay bộ phận quan trọng có thể làm máy nhanh hỏng hoặc giảm hiệu xuất làm việc.
Hy vọng với những hướng dẫn trên của chúng tôi có thể giúp bạn trong quá trình sử dụng và bảo dưỡng chiếc máy hàn của mình.
(Nguồn: Mayhanhoquang)
Ketnoitieudung là nhà phân phối các loại thang nhôm, thiết bị, máy móc công nghiệp, dụng cụ điện, dụng cụ cầm tay chính hãng chất lượng tốt nhất với giá rẻ cùng các chính sách ưu đãi – giao hàng nhanh 1-2h làm việc – bảo hành đảm bảo, khách hàng có thể liên hệ cùng chúng tôi để được tư vấn chuyên sâu về các sản phẩm cũng như chọn cho mình 1 sản phẩm phù hợp nhất với công việc.

20/04/2016
Que hàn của máy hàn là 1 thanh kim loại tròn, dài từ 200 ÷ 450 mm, bề ngoài được bọc thuốc hàn 1 đầu hở khoảng 20 ÷ 40 mm dùng để kẹp kìm hàn và đầu kia để hở mặt hoặc được bọc than chì để tạo điều kiện cho việc gây hồ quang. Cỡ của que hàn là kích thước đường kính lõi của nó.
Máy hàn điện tử HK 200A
Khi sử dụng que hàn cần lưu ý hạn chế việc uốn cong , bẻ que hàn gây ra biến dạng, bong tróc lớp thuốc bọc.Tránh dùng cường độ dòng điện hàn cao hơn quy định của nhà sản xuất sẽ làm que hàn bị nung nóng quá mức và vỏ bọc của nó bị phá hủy làm giảm khả năng bảo vệ mối hàn. Khi dùng còn cần lưu ý tránh làm que hàn bị nhiễm bẩn dầu mỡ và các chất bẩn.
Một số điểm cần lưu ý khi sấy và bảo quản que hàn
- Lò sấy que hàn cùng loại thường không nên dùng chung cho que hàn ít hydro và que hàn khác, do khoảng nhiệt độ sấy khác nhau của chúng
- Nếu que hàn ít hydro thuộc nhóm độ bền khác nhau được sấy trong cùng một lò sấy, nên chọn nhiệt độ sấy cao nhất có thể được. Tuy vậy, để thuận tiện và tiết kiệm, nên dùng các lò sấy khác nhau cho que hàn thuộc các nhóm độ bền khác nhau để bảo đảm sấy đúng và tránh lẫn lộn.
- Nên tránh sấy quá 2 tiếng đồng hồ ở 350oC hoặc quá 1 tiếng đồng hồ ở nhiệt độ hơn 400oC, vì fero kim loại trong vỏ bọc có thể bị oxi hóa và vỏ bọc bị giòn quá mức.
- Không nên vượt quá giới hạn thời gian dành cho việc sấy lại que hàn vì độ bền vỏ bọc có thể bị giảm. Vì vậy mà cần có lò lưu giữ que hàn trong lúc vận chuyển chúng quá giới hạn thời gian. Không có giới hạn thời gian nào cho việc lưu giữ que hàn ở nhiệt độ 150oC
Máy hàn hồng ký 200E
- Việc đóng mở lò sấy thường xuyên để lấy que hàn khô ra dùng và đưa que hàn mới vào sấy có thể làm cho que hàn không được sấy đúng cách vậy nên chúng ta nên tránh. Do đó, nên sử dụng các lò lưu giữ để thường xuyên lấy que hàn khô ra đem dùng sau đó đóng lại.
- Tránh sấy ngay lập tức các que hàn bị ẩm ướt ở nhiệt độ cao. Để tránh vỡ vỏ bọc, que hàn phải được sấy khô ở 100oC trong khoảng nửa giờ đồng hồ trước khi được đưa vào lò sấy.
- Không dùng lò sấy que hàn vào việc khác.
- Đối với que hàn bazơ ít hydro (E7016, E7018…): đây là loại que hàn không chứa các hợp chất hữu cơ và các thành phần chứa nước. Chúng thường được sấy ở nhiệt độ 350 ÷ 425ºC. Khi đưa ra khỏi bao trong vòng 24 giờ, các que hàn này nên được sấy lại trước khi sử dụng. Thông thường các que loại này được bỏ trong các hộp nhựa kín hoàn toàn.
Máy hàn điện tử Inverter Hồng Ký HK TIG 200E
- Đối với các que hàn khác, không phải loại ít hydro thường được đựng trong các hộp cactong hoặc hộp nhựa nhưng không cần kín hoàn toàn. Loại này thường có tuổi thọ từ 6 tháng đến 2 năm nếu điều kiện bảo quản tốt. Khi bảo quản các loại que hàn này cần lưu ý lượng ẩm trong không khí quá cao (80 ÷ 90%) thì phải bảo quản trong các phòng sấy nóng liên tục.
(Nguồn: Suamayhan)
Ketnoitieudung là nhà phân phối các loại thang nhôm, thiết bị, máy móc công nghiệp, dụng cụ điện, dụng cụ cầm tay chính hãng chất lượng tốt nhất với giá rẻ cùng các chính sách ưu đãi – giao hàng nhanh 1-2h làm việc – bảo hành đảm bảo, khách hàng có thể liên hệ cùng chúng tôi để được tư vấn chuyên sâu về các sản phẩm cũng như chọn cho mình 1 sản phẩm phù hợp nhất với công việc.
