
Máy Hàn & Phụ Kiện - Hướng dẫn sử dụng - Tư vấn kết nối

28/11/2016
Ngày nay, máy hàn đã trở thành thiết bị không thể trong các ngành công nghiệp, xây dựng và đặc biệt là ngành cơ khí chế tạo. Tuy nhiên, không phải ai cũng biết nguyên lý hoạt động của máy hàn. Việc biết nguyên lý hoạt động của máy hàn sẽ giúp cho bạn làm việc một cách nhanh chóng, an toàn và hiệu quả hơn.
Máy hàn điện có rất nhiều loại, trong đó 2 loại thường được sử dụng là MBA hàn có lõi từ di động và máy hàn có bộ tự cảm riêng. Vậy máy hàn hồ quang điện hoạt động theo nguyên lý nào?
1. Máy hàn điện có bộ tự cảm riêng:
Đây là loại máy hàn xoay chiều có từ thông tản lớn.
Nguyên lý hoạt động của máy hàn:
– Chế độ không tải: khi mạch ngoài hở:
Dòng điện không tải: Ih = Ikt = 0 và Điện áp không tải: U2 = Ukt = U20.
Khi MBA hàn làm việc : Uh = U20 – Utc.
Với: Utc = Ih.(Rtc +Xtc) hay Ih = Utc/(Rtc +Xtc)
Xtc = 2π.f.L
trong đó f – tần số dòng điện
L – Hệ số tự cảm của bộ tự cảm riêng.
Rtc – Điện trở thuần của bộ tự cảm.
Xtc – Trở kháng của bộ tự cảm.
Ih: dòng điện hàn.
Cách thức hoạt động của máy hàn điện tử
– Khi dòng điện tăng, từ thông qua bộ tự cảm tăng (phụ thuộc vào khe hở của mạch tự bộ tự cảm) lúc đó hiệu điện thế hàn sẽ giảm và ngược lại.
Máy hàn que điện tử Hồng Ký HK 200Z
Kết Nối Tiêu Dùng là sự đáng tin tưởng cho mọi gia đình ngoài cung cấp thang nhôm chữ A giá rẻ, các máy móc, thiết bị , thang nhôm chữ A, thang nhôm rút, thang nhôm 2 đoạn PAL B2-165 dụng cụ cầm tay các loại.
2. Máy hàn có lõi từ di động.
Để điều chỉnh cường độ dòng điện hàn người ta thay đổi vị trí của lõi từ di động. Khi lõi từ đi vào gông từ, từ thông tản tăng lên và làm giảm dòng điện hàn; ngược lại khi lõi từ đi ra khỏi gông từ thì từ thông tản giảm, dòng điện hàn sẽ tăng.
Đặc điểm chung của máy hàn điện
Máy hàn điện tử Jasic ZX7-200PRO
– Máy hàn điện là máy biến áp hạ áp. Có điện áp thứ cấp thấp (Ukt < 100V) để đảm bảo an toàn cho người sử dụng.
– Dòng thứ cấp lớn để đủ cung cấp nguồn nhiệt cho quá trình nung chảy kim loại khi hàn.
– Máy biến áp hàn có số vòng dây cuộn thứ cấp ít hơn cuộn sơ cấp và tiết diện dây quấn cuộn thứ cấp lớn hơn tiết diện dây quấn cuộn sơ cấp. Số vòng dây ở cuộn thứ cấp phải thay đổi được để điều chỉnh cường độ dòng điện hàn.
– Phải hạn chế dòng ngắn mạch để tránh cho máy khỏi bị hư hỏng.
– Máy biến áp hàn hồ quang tay có đường đặc tính ngoài cong dốc. Để tạo ra loại đường đặc tính này người ta sử dụng máy hàn có bộ tự cảm riêng hoặc chế tạo mạch từ có từ thông tản lớn như máy hàn có lõi từ di động,…
Ngoài ra còn có các loại MBA hàn 3 pha, MBA hàn 1 chiều …
Ketnoitieudung là nhà phân phối các loại thang nhôm, thiết bị, máy móc công nghiệp, dụng cụ điện , dụng cụ cầm tay chính hãng chất lượng tốt nhất với giá rẻ cùng các chính sách ưu đãi – giao hàng nhanh 1-2h làm việc – bảo hành đảm bảo, khách hàng có thể liên hệ cùng chúng tôi để được tư vấn chuyên sâu về các sản phẩm cũng như chọn cho mình 1 sản phẩm phù hợp nhất với công việc.

22/11/2016
Hiện nay, máy hàn que đã trở thành dụng cụ phổ biến không chỉ trong ngành công nghiệp kĩ thuật mà còn được dùng trong nhiều gia đình. Bên cạnh việc chọn lựa được một chiếc máy hàn chất lượng phù hợp với công việc thì người sử dụng cũng cần nắm rõ các nguyên tắc an toàn khi hàn điện.
Trong quá trình sử dụng máy hàn que luôn tồn tại rất nhiều nguy hiểm xung quanh người sử dụng và cả những người bên cạnh. Một chút sơ suất có thể dẫn đến những tai nạn lao động đáng tiếc.
1. Hướng dẫn sử dụng máy hàn que an toàn
AN TOÀN ĐIỆN
- Không được chạm trực tiếp vào các thành phần của máy.
- Cần mặc bảo hộ lao động, mang găng tay khô khi sử dụng máy
- Bạn phải tự cách điện vật hàn và đất bằng cách sử dụng vật cách điện đủ lớn nhằm ngăn chạm trực tiếp với vật hàn và đất.
- Bạn phải hết sức cẩn thận khi sử dụng máy trong điều kiện ẩm ướt hoặc mặt đồ bảo hộ không khô ráo; cũng phải cẩn thận khi đứng trên các cấu trúc được làm bằng kim loại.
- Cần tháo nguồn điện trước khi muốn tháo các linh kiện và phụ kiện máy.
- Thường xuyên kiểm tra cáp nguồn và phải thay thế nếu thấy dấu hiệu chúng nguy hiểm hoặc bị trầy xướt.
- Tắt máy khi máy không được sử dụng.
- Không được sử dụng cáp quá mòn, kích cỡ nhỏ hoặc chắp vá.
- Không được chạm vào điện cực máy hàn khi bạn đã chạm vào vật hàn hoặc đất hoặc một điện cực từ một máy khác.
- Không được chạm trực tiếp vào kìm hàn của hai máy tại cùng một thời điểm khi hai máy đó đang hoạt động
- Cách ly kẹp mass với các kim loại khác khi chúng không được nối với vật hàn. Không được phép nối hai kìm hàn vào cùng một máy nếu máy đó được thiết kế để sử dụng cho một kìm hàn.
KHÓI HÀN CÓ THỂ GÂY NGUY HIỂM
- Khi hàn sẽ sinh ra khói. Hít khói này có thể gây hại cho sức khoẻ của người sử dụng.
- Cần giữ đầu của bạn tránh khỏi vùng khói, không nên hít khói sinh ra khi hàn.
- Trong trường hợp sự thông thoáng thấp, người hàn cần sử dụng mặt nạ phòng hơi độc và quạt nhằm tăng sự thông thoáng.
AN TOÀN HỒ QUANG
- Hồ quang điện có thể gây nguy hiểm cho mắt và da khi chúng ta hàn hoặc xem. Do vậy:
+ Cần mang nón hàn khi hàn, tránh hồ quang trực tiếp từ máy hàn đang hàn
và hồ quang của các máy lân cận.
+ Cần mặc đồ bảo hộ được làm bằng chất liệu bền, chống cháy.
Máy hàn que Jasic ARC-250D
AN TOÀN CHÁY NỔ
- Khi hàn, xỉ hàn bắn tung toé, vật hàn nóng hoặc các thiết bị nóng có thể
bốc cháy, do đó cần kiểm tra kỹ khu vực hàn trước khi hàn.
- Di chuyển các vật dễ cháy ra xa khu vực hàn (khoảng 11 mét), nếu không di chuyển được thì bọc kín chúng trong những vật chống cháy.
- Không được hàn nếu xỉ hàn có thể gây cháy những vật liệu lân cận.
- Cần bảo vệ bạn và những vật khác, tránh xỉ hàn và kim loại nóng.
- Cần nối cáp hàn gọn gàng trong khu vực hàn nhằm tránh bị điện giật.
2. Sơ đồ đấu nối tổng quan
3. Cách đấu điện trong máy
Lưu ý: Tắt nguồn điện trước khi đấu điện
- Máy hàn xuất xưởng luôn đấu để sử dụng điện 2 pha nóng 380V( 2 dây nóng) trừ loại máy hàn điện không có điện 380V
- Nếu không có điện lưới 3 pha 380V, người sử dụng có thể đấu lại để sử dụng điện 1 pha 220V
- Vặn chặt ốc vít trước khi sử dụng
- Đấu điện xong nhớ đóng nắp an toàn bảo vệ
4. Quá trình hàn được thực hiện như thế nào?
1. Vật hàn
Vật hàn phải được làm sạch trước khi hàn
2. Kẹp mass
Cần đặt kẹp mass tránh đường hàn để có thể thực hiện quy trình hàn dễ dàng
3. Que (đũa) hàn
Gắn que (đũa) hàn vào kìm hàn, nếu que hàn có đường kính lớn thì chúng ta điều chỉnh dòng hàn lớn
4. Nơi gắn que hàn vào kìm hàn
5. Vị trí đặt kìm hàn (cách đặt kìm hàn)
6. Chiều dài hồ quang
Chiều dài hồ quang được hiểu là khoảng cách từ que hàn đến vật hàn, nếu chúng ta điều chỉnh hồ quang ngắn với cường độ dòng hàn thích hợp thì mối hàn sắt nét và tiếng hàn êm. Chiều dài hồ quang phụ thuộc vào đường kính que hàn, chiều dài hồ quang thường dao động từ 1.6mm đến 2.4mm
7. Xỉ hàn
Dùng búa hoặc bàn chải sắt để làm sạch xỉ hàn, trường hợp hàn nhiều lớp thì phải làm sạch xỉ hàn trước khi hàn lớp tiếp theo.
Máy hàn que 200T đang được ưa chuộng và bán chạy nhất hiện nay
Bên cạnh đó, bạn cũng có thể tham khảo thêm máy hàn điện tử Jasic
Máy hàn que dùng điện Jasic ZX7-200PRO
CÁCH CHỌN ĐƯỜNG KÍNH QUE HÀN VÀ DÒNG HÀN CẦN THIẾT
Tuy nhiên, tùy vào mức độ và cường độ sử dụng, chúng ta chọn máy hàn cho phù hợp. Thông thường như sau:
Đường kính que hàn Vùng Ampe
Que hàn 2.0 mm 60A – 110A
Que hàn 2.6 mm 80A – 160A
Que hàn 3.2 mm 120A – 200A
Que hàn 4.0 mm 260A – 320A
Que hàn 5.0 mm 370A – 500A
- Đường kính que hàn 2.0mm – 2.6mm: Chọn máy hàn 200A
- Đường kính que hàn 2.6mm – 3.2mm: Chọn máy hàn 250A hoặc 300A
- Đường kính que hàn 3.2mm – 4.0mm: Chọn máy hàn 300A, 350A hoặc 400A
- Đường kính que hàn 4.0mm – 5.0mm: Chọn máy hàn 400A hoặc 500A
Với hướng dẫn chi tiết ở trên, hi vọng có thể giúp cho bạn sử dụng an toàn và hiệu quả máy hàn hồ quang.
Nguồn tổng hợp
Ketnoitieudung là nhà phân phối các loại thang nhôm, thiết bị, máy móc công nghiệp, dụng cụ điện, dụng cụ cầm tay chính hãng chất lượng tốt nhất với giá rẻ cùng các chính sách ưu đãi – giao hàng nhanh 1-2h làm việc – bảo hành đảm bảo, khách hàng có thể liên hệ cùng chúng tôi để được tư vấn chuyên sâu về các sản phẩm thang nhôm cũng như chọn cho mình 1 sản phẩm phù hợp nhất với công việc.
Hoặc truy cập website www.ketnoitieudung.vn để lựa chọn và đặt hàng online các sản phẩm phù hợp nhu cầu.

11/07/2016
Máy hàn que là một dụng cụ thiết yếu cho các thợ hàn, hoặc các công việc liên quan đến hàn. Tuy nhiên, để đạt hiệu quả cao, bạn cần chọn lựa máy hàn que phù hợp. Vì thế, Ketnoitieudung.vn xin chia sẻ với bạn những lưu ý khi chọn lựa máy hàn que
1. Nguồn điện vận hành cho máy:
Máy hàn điện tử Legi TIG-400AM-D
Các máy hàn điện mini có dòng hàn từ 160A đến 250A: Thường được thiết kế dùng với cấp điện áp 1 phase 220V.
Các máy hàn điện tử có dòng hàn từ 250A đến 500A: Thường được thiết kế dùng với điện áp 3 phase 380V.
2. Độ dày của hàn thép
Việc chọn công suất của máy cho phù hợp với độ dầy của vật hàn là rất cần thiết. Bạn có thể tính toán công suất máy như sau:
Công suất máy hàn (ampe) = [ Độ dầy cần hàn ( mm) : 0.025 ]
Vậy để hàn thép dầy 5mm, dựa vào công thức trên thì bạn cần chọn máy có khả năng cấp dòng hàn là 200 ampes
Để hàn thép dầy 4 mm bạn phải chọn mua máy hàn có khả năng cấp dòng tối thiểu là 160 ampes
3. Cách đọc các thông số kĩ thuật
Máy hàn que điện tử HK 200E
Open load: Điện áp không tãi là 56 volt.
Duty Cycle: Là chu kỳ làm việc của máy trong thời gian 10 phút, 60% có nghĩa là máy làm việc trong thời gian 6 phút liên tục và có 4 phút ngưng lại để giải nhiệt. Như vậy tại 60% chu kỳ làm việc thì máy có khả năng cấp dòng hàn 160A liên tục trong 6 phút (Que hàn 3.2mm nếu đốt liên tục hết 1 que thì mất thời gian khoảng hơn 1 phút, 60% chu kỳ làm việc tương đương với việc bạn đốt liên tục 5 que hàn 3.2mm), nếu tiếp tục đốt thì sau 8 phút (80% chu kỳ làm việc) dòng hàn tụt xuống còn 143 ampes và tiếp tục đốt đến phút thứ 10 (100% chu kỳ làm việc) thì máy chỉ có thể cấp được dòng hàn là 124 ampes. Điều này giải thích lý do tại sao các máy hàn điện tử càng đốt liên tục thì hồ quang càng yếu đi. Thông số 60% duty cycle còn thể hiện khả năng cấp dòng hàn thực của máy chỉ 160A (tương đương máy hàn 160 ampes), vì vậy bạn không nên hiểu nhầm máy ZX7-200 là máy hàn 200 ampes. Để máy hàn điện tử làm việc hiệu quả bạn nên cho máy làm việc ở 60% chu kỳ mà thôi.
U0 : Điện áp ra của máy hàn.
I0 : Dòng điện ra để hàn.
220V input 50/60Hz: Nguồn cấp là 1 pha 220V, tần số 50/60 Hz.
Iinput: Dòng điện nguồn cấp cần thiết cho máy hoạt động. Ở bảng trên tối đa là 16.5 ampes. Bạn dựa vào thông số này để chọn tiết diện dây cấp nguồn thích hợp cho máy.
Sinput: Định mức tiêu thụ điện lưới.
Power Factory: Hệ số này càng lớn gần bằng 1 thì máy càng tiết kiệm điện.
Colling air fan: Phương pháp giải nhiệt cho máy bằng quạt gió.
Protection IP21: IP là viết tắt của (ingress protection). Đây là thông số biểu thị cấp độ của lớp vỏ máy bảo vệ thiết bị khỏi sự xâm nhập của bụi bẩn và nước.
Chú ý: Các máy hàn thường dùng quạt để giải nhiệt vì vậy chỉ số chống bụi chỉ dừng ở mức 2. Các nhà sản xuất thường cố gắng loại bỏ không cho bụi tác động lên các bộ phận dễ bị hỏng hóc. Ví dụ:Miller sử dụng công nghệ làm mát đường ống không cho bụi tiếp xúc với các bảng mạch.
4. Chọn đường kính que hàn
Bạn có thể đọc các tham số trên máy hàn hoặc tham khảo bảng sau:
LOẠI QUE HÀN & DÒNG HÀN TƯƠNG ỨNG
ĐƯỜNG KÍNH QUE HÀN
2.5mm
3.2mm
4.0mm
5.0mm
6.0mm
6013
40A-90A
80A-130A
105A-180A
150-230A
250A-350A
7018
60A-100A
110A-165A
150A-220A
200A-275A
320A-400A
Với những chia sẻ hữu ích trên, Ketnoitieudung.com hi vọng bạn có thể chọn lựa một số máy hàn que phù hợp
Ketnoitieudung là nhà phân phối các loại thang nhôm, thiết bị, máy móc công nghiệp, dụng cụ điện, dụng cụ cầm tay chính hãng chất lượng tốt nhất với giá rẻ cùng các chính sách ưu đãi – giao hàng nhanh 1-2h làm việc – bảo hành đảm bảo, khách hàng có thể liên hệ cùng chúng tôi để được tư vấn chuyên sâu về các sản phẩm cũng như chọn cho mình 1 sản phẩm phù hợp nhất với công việc.
16/06/2016
Hiện nay có nhiều loại máy hàn, tùy vào mục đích sử dụng mà bạn có thể chọn lựa một chiếc máy hàn phù hơp. Bên cạnh đó để có một mối hàn đẹp thì bạn cần chọn lựa thật kĩ và tuân thủ các nguyên tắc khi hàn. Ketnoitieudung xin chia sẻ với bạn những ưu điểm và những lưu ý khi sử dụng máy hàn que Jasic XZ 7-200 để giúp bạn có thể chọn lựa dễ dàng hơn
1. Ưu Điểm Của Máy Hàn Que Jasic
Máy hàn que Jasic ZX7-200
- Máy hàn que Jasic có dòng ra ổn định, hàn tin cậy, khối lượng nhẹ, sử dụng năng lượng hiệu quả, không ồn, công suất lớn có thể dùng đục lỗ khoét rãnh cũng như hàn hồ quang.
- Máy được thiết kế với công nghệ Inverter IGBT , giúp bạn tiết kiệm điện năng tiêu thụ, sử dụng và mang vác dễ dàng.
- Kích thước nhỏ gọn chắc chắn, hiệu suất cao, mang lại hiệu quả kinh tế cho người sử dụng.
- Dễ dàng cài đặt, dễ dàng vận hành.
- Hoạt động ổn định có chế độ tự động bù áp khi điện áp vào biến đổi.
- Có chế độ tự động bảo vệ khi quá tải, quá nhiệt.
- Tối ưu hóa việc sử dụng năng lượng giúp tiết kiệm và sử dụng điện hiệu quả.
- Hồ quang ổn định, khả năng chống dính cao, giúp bạn có thể hàn những loại que khó hàn
Ứng dụng: Thích hợp đặt tại xưởng và đi công trình cơ khí dân dụng.
Ngoài ra, Máy hàn điện tử Jasic được thiết kế theo công nghệ tiết kiệm điện năng mới nhất, đồng thời được thiết kế êm ái không bị ồn ào như các sản phẩm khác. Sử dụng được với nhiều loại chất liệu khác nhau: hàn sắt, inox, hàn cửa, hàn công nghiệp… cho ra mối hàn đẹp.
Máy hàn điện tử Jasic sử dụng công nghệ biến tần IGBT nhằm biến đổi nguồn điện một chiều lên tần số cao, sau đó giảm áp chỉnh lưu, thông qua kỹ thuật điều chế xung đưa ra dòng điện nguồn một chiều có công suất lớn tạo ra hồ quang hàn ổn định và mạnh mẽ làm nóng chảy que hàn rất nhanh . Ngoài ra chúng ta có thể điều chỉnh được dòng điện hàn và độ mềm mịn của hồ quang bởi volume điều chỉnh dòng hàn bên ngoài mặt máy hàn
2. Các lỗi thường gặp trong quá trình hàn que
Chiều dài hồ quang không chính xác
- Chiều dài hồ quang quá ngắn: mối hàn có bề mặt không đều (bị gợn sóng), mối hàn thường bị lẫn xỉ nên độ bền mối hàn bị giảm đi rất nhiều.
- Chiều dài hồ quang hợp lý : bề mặt mối hàn phẳng, đẹp, ít bị bắn tóe.
- Chiều dài hồ quang quá lớn : sẽ dẫn đến mối hàn có nhiều vết lồi lõm, bắn tóe nhiều. Chiều dài hồ quang lớn dẫn tới hồ quang không ổn định và không đẩy được xỉ ra khỏi vũng hàn.
Quá trình hàn hồ quang có dòng điện không đổi nhưng chiều dài cột hồ quang có ảnh hưởng trực tiếp tới điện áp hàn. Chiều dài hồ quang giảm sẽ làm giảm điện áp dẫn tới giảm nhiệt trong mối hàn, ngược lại chiều dài hồ quang tăng điện áp sẽ tăng.
Lỗi khi tốc độ hàn không hợp lý
Những người mới bắt đầu hàn hồ quang thường có xu hướng đưa que hàn quá nhanh. Khi hàn người thợ cần lưu ý là kích thước mối hàn không phải là kích thước vũng xỉ mà các bạn nhìn thấy trong khi hàn. Kích thước của mối hàn có được khi ta gõ xỉ hàn, vì thế cần phải điều chỉnh tốc độ hàn để có kích thước mối hàn phù hợp. Những người thợ lành nghề có thể nhìn thấy mối hàn ngay trong bể xỉ nóng chảy. Theo tiết lộ của họ thì kim loại mối hàn và xỉ hàn có thể phân biệt với nhau bằng màu sắc.
Dòng điện hàn không hợp lý
Các nhà sản xuất thường khuyến cáo khoảng dòng điện phù hợp với que hàn của mình ngay trên hộp của sản phẩm. Giá trị dòng điện sẽ phụ thuộc và vị trí của mối hàn. Các lỗi khi chọn dòng điện hàn sai:
- Dòng quá thấp : khi chọn dòng điện quá thấp, hồ quang sẽ khó mồi và bề rộng của mối hàn thường bị hẹp.
- Dòng quá cao : mặt mối hàn không đều, bề rộng quá lớn, thường bị cháy chân và lẫn xỉ ở cạnh mối hàn. Và hay bị lõm cuối mỗi đường hàn. Khi dòng hàn quá lớn, que hàn nóng chảy quá nhanh xỉ lỏng chưa kịp thoát khỏi mối hàn nên dễ sinh ra khuyết tật lẫn xỉ cho mối hàn.
- Dòng hợp lý: mối hàn trông đều đẹp, xỉ dễ bong…
Ketnoitieudung là nhà phân phối các loại thang nhôm, thiết bị, máy móc công nghiệp, dụng cụ điện, dụng cụ cầm tay chính hãng chất lượng tốt nhất với giá rẻ cùng các chính sách ưu đãi – giao hàng nhanh 1-2h làm việc – bảo hành đảm bảo, khách hàng có thể liên hệ cùng chúng tôi để được tư vấn chuyên sâu về các sản phẩm cũng như chọn cho mình 1 sản phẩm phù hợp nhất với công việc.

08/06/2016
Đối với những người chưa sử dụng hàn hồ quang tay, thì rất khó để có một mối hàn đẹp và chất lượng. Dưới đây là 5 kỹ thuật cơ bản giúp cho bạn có một mối hàn đẹp bao gồm
Thiết lập dòng điện
Độ dài hồ quang
Góc nghiêng que hàn
Thao tác que hàn
Tốc độ hàn
Áp dụng đúng những kĩ thuật này giúp bạn làm việc hiệu quả hơn và giúp cho mối hàn đẹp
Chuẩn bị:
Hàn que là kỹ thuật hàn đòi hỏi làm sạch khu vực hàn ít nhất, tuy nhiên không vì thế mà bỏ qua bước này. Cần loại bỏ bụi bấn bằng cọ hay sử dụng thiết bị làm sạch bề mặt chuyên dụng, cũng phải làm sạch khu vực kẹp mát để đảm bảo ồn định hồ quang.
Tư thế hàn phải đảm bảo trông rõ vũng hàn. Người thợ phải chọn hướng nhìn tốt nhất, tránh bị tay hàn che mắt, cũng như khói thuốc hàn.
5 kỹ thuật khi hàn hồ quang tay: Thiết lập dòng điện, độ dài hồ quang, góc que hàn, thao tác que hàn và tốc độ hàn. Để đáp ứng các quy tắc này khi hàn công nhân hàn cần luyện tập thường xuyên để có khả năng thành thạo từ đó có thể cải thiện chất lượng sản phẩm cũng như năng suất.
Máy hàn điện hồ quang HK-H300DC
1. Thiết lập dòng điện
Điện cực bạn lựa chọn sẽ quyết định thiết bị của bạn cần phải thiết lập dòng một chiều thuận hay nghịch hay dòng xoay chiều. Cần phải đảm bảo bạn thiết lập thiết bị phù hợp trước khi hàn.
Dòng hàn đúng phụ thuộc vào đường kính que hàn và loại điện cực hàn mà bạn sử dụng, thường nhà sản xuất sẽ cung cấp cho bạn dòng điện phù hợp với que hàn họ cung cấp. Bạn có thể lựa chọn que hàn theo cách tính sau với mỗi 1 Amp tương ứng với 0.0254 mm đường kính que hàn. Bạn cũng có thử điều chỉnh dòng hàn 5 đến 10 Amp rồi xem xét khả năng hàn cho phù hợp.
2. Độ dài hồ quang
Độ dài hồ quang phụ thuộc vào từng loại que hàn, từng vị trí hàn, về cơ bản độ dài hồ quang hàn không nên vượt quá đường kính que hàn. Khi độ dài hồ quang quá ngắn có thể gây hồ quang không ổn định, có thể làm tắt hồ quang vũng hàn đông cứng nhanh hơn và tạo vảy hàn cao. Hồ quang quá dài sẽ gây ra hiện tượng bắn tóe, tốc độ kết tủa chậm và rỗ khí. Hồ quang quá ngắn Hồ quang quá ngắn
Chú ý đối với những người mới vào nghề hàn họ thường để hồ quang quá dài, vì họ muốn quan sát hồ quang cũng như vũng hàn, tuy nhiên bạn nên thay đổi vị trí hàn để có thể nhìn được hồ quang và theo dõi vũng hàn tốt hơn và không nên kéo dài hồ quang, với một chút luyện tập bạn sẽ có thể đảm bảo có được mối hàn thấp ít bắn tóe.
3. Góc que hàn
Đối với hàn bền mặt, góc que hàn nên để từ 5 đến 15 độ theo hướng chuyển động, đối với hàn hồ quang vị trí đứng nên để góc que hàn từ 0-15 độ ngược chiều với hướng di chuyển que hàn.
4. Thao tác que hàn
Chuyển động dọc theo trục mối hàn nhằm duy trì và điều chỉnh độ dài hồ quang. Chuyển động ngang nhằm duy trì độ rộng của đường hàn. Có nhiều loại chuyển động: ngang, liên tục và chuyển động ngắt quãng tùy thuộc vào độ dày của vật hàn .Với vật hàn mỏng không cần có chuyển động ngang que hàn vì độ rộng của hồ quang đã đủ đầy rãnh hàn. Với hàn đứng bạn nên chú ý hàn từ dưới lên với các tấm dày và hàn từ trên xuống với các tấm mỏng và chú ý đến rìa rãnh hàn.
Các thao tác khi hàn
5. Tốc độ hàn:
Tốc độ hàn nên đảm bảo sao cho hồ quang hàn chiếm 1/3 độ dài của vũng hàn. Hàn quá chậm sẽ tạo vảy hàn lồi và hàn không ngấu. Hồ quang bị mất nhiệt không thể nóng chảy vật hàn.
Tốc độ hàn quá nhanh giảm độ ngấu của mối hàn, vảy hàn không đều không lấp đầy vũng hàn.
Ketnoitieudung là nhà phân phối các loại thang nhôm, thiết bị, máy móc công nghiệp, dụng cụ điện, dụng cụ cầm tay chính hãng chất lượng tốt nhất với giá rẻ cùng các chính sách ưu đãi – giao hàng nhanh 1-2h làm việc – bảo hành đảm bảo, khách hàng có thể liên hệ cùng chúng tôi để được tư vấn chuyên sâu về các sản phẩm cũng như chọn cho mình 1 sản phẩm phù hợp nhất với công việc

08/06/2016
Kỹ thuật hàn gang là một kĩ thuật cực kì khó khăn và quan trọng. Thông thường phương pháp này chỉ dùng để sữa chữa, chứ không dùng để kết nối các chi tiết với nhau. Hàn gang không chỉ đòi phải có kĩ thuật hàn cao và phải tuân thủ các quy tắc an toàn để tránh gây ra những sai sót kĩ thuât. Dưới đây là những khó khăn dễ gặp phải cũng như những lưu ý khi sử dụng máy hàn
Máy hàn hồ quang Inverter ARC-350
- Các khó khăn khi hàn gang:
Thứ nhất: Khả năng biến dạng dẻo của gang rất thấp. Trong biểu đồ thử kéo của gang thì gần như không có vùng biến dạng chảy rõ rệt.
Thứ hai: Gang rất nhạy cảm với nhiệt, nên rất dễ thay đổi về tổ chức trong quá trình hàn và quá trình nguội sau khi hàn. Do tốc độ nguội của gang lớn nên mối hàn và vùng kim loại liền kề dễ hình thành tổ chức tôi, tổi chức gang trắng có độ cứng, giòn cao (lên tới 800HB) dễ gây nứt mối hàn.
Thứ ba: Các sản phẩm gang rất đa dang về mặt thành phần hóa học, tổ chức. Nên khi hàn khó có thể xác định chính xác chế độ hàn và chế độ gia công nhiệt.
Thứ tư: Ở thể lỏng gang có tính chảy loãng cao. Gang khó hàn ở tư thế khác hàn sấp.
Khi hàn gang, cần phải tuân thủ những vấn đề sau:
- Loại quy trình hàn áp dụng:
Quy trình nguội: Hàn từng đoạn ngắn từ 2-3 cm sau đó để nguội cho đến khi chạm vào được mối hàn rồi mới hàn tiếp. Trình tự hàn nên áp dụng theo kiểu phân đoạn nghịch hoặc hàn đối xứng.
Quy trình nóng: Nung nóng vượt lên nhiệt độ chuyên biến pha 600-650 0C và đồng thời liên tục giữ nhiệt trong quá trình hàn. Sau khi hàn cần làm nguội chậm vật hàn (120 0C/s) trong lò hoặc bằng cách bọc vỏ cách nhiệt(khó thực hiện với những kết cấu lớn)
Mẹo bổ sung cho quy trình hàn nóng là nung gang cần hàn đến khí thấy có màu cà chua chín là được (mẹo dùng gỗ thông khô gạt lên chỗ vừa nung thấy có tàn than bay là được ).
Nung gang cho đến khi có màu cà chua chín
- Vật liệu hàn
Lựa chọn vật liệu hàn gang đúng: Thông thường vật liệu hàn gang cần có độ dẻo rất cao, nên thành phần Nikel trong đó là rất cao, lên đến 90%
Nên chọn que hàn và chế độ hàn hợp lý, loại que hàn thường dùng là que hàn đồng, que hàn innox. Hàn tốt nhất là sử dụng que hàn hợp kim niken đồng và dùng ngọn lủa các bon hoá để bù đắp lượng các bon trong gang bị cháy.
Đối với bề mặt gang bị nứt chúng ta vẫn có thể tiến hành hàn được bằng que hàn đặc biệt.
Loại que hàn: Eutectic 240 (Que hàn nối và đắp cho các loại gang)
Nguồn hàn: AC/DC+
Thành phần: Ni Fe Mn C
Độ bền kéo:55 000 psi (380 MPa)
- Một số kỹ thuật, kinh nghiệm khi hàn gang:
Do gang cứng và giòn, nên ứng suất dư trong gang khá lớn, các vết nứt sẽ tiếp tục phát triển trong quá trình sử dụng và đặc biệt là trong quá trình hàn. Vì thế, để tránh vết nứt tiếp tục xé, người ta thường khoan chặn 2 đầu vết nứt trước khi hàn. Bước tiếp theo là dùng trình tự hàn từ chỗ bắt đầu nhánh nứt cho tới chỗ chúng gặp nhau. Sau cùng, tiến hành hàn các vị trí lỗ khoan.
Với những chi tiết lớn, ta có thể sang phanh ( tức là tạo ra rãnh chữ V giống kiểu hàn thép) sau đấy gia công các lỗ ren có thể là lỗ ren 6, 8, 10… là tùy và cố gắng càng nhiều càng tốt nên xếp theo dãy. Đến đây ta bắt các bu lông vào và cắt đi (nhớ để thừa ra 5 tới 10 mm để chút nữa ta sẽ hàn lên nó) .
Nhờ có thêm các đầu thừa bulong nhô lên và đã ăn vào chi tiết quá trình hàn sẽ thuận lời hơn rất nhiều và kết cấu tốt hơn (do lúc này ta sẽ hàn lên cả gang và thép mà thép thì sẽ dễ hàn).
Khi hàn gang phải được thưc hiện trong môi trường cách ly với gió nếu không quá trình nung và hàn sẽ xảy ra hiện tượng tách, nứt thêm.
Với những chi tiết có độ cứng vững cao nhưng có thể tiến hành nung nóng cục bộ( phần gạch chéo) thay vì nung nóng toàn bộ. Mục đích của nung nóng sơ bộ là tạo điều kiện cho kim loại mối hàn và vùng kim loại liền kề có tốc độ nung và làm nguội đồng đều, tránh hiện tựng nứt do ứng suất nhiệt.
Ketnoitieudung là nhà phân phối các loại thang nhôm, thiết bị, máy móc công nghiệp, dụng cụ điện, dụng cụ cầm tay chính hãng chất lượng tốt nhất với giá rẻ cùng các chính sách ưu đãi – giao hàng nhanh 1-2h làm việc – bảo hành đảm bảo, khách hàng có thể liên hệ cùng chúng tôi để được tư vấn chuyên sâu về các sản phẩm cũng như chọn cho mình 1 sản phẩm phù hợp nhất với công việc

20/04/2016
Nói đến hàn thì không ai là không biết hàn, có điều hàn có chuẩn hay không? Biết cách sử dụng và bảo quản máy hàn hay không lại là chuyện khác. Bài viết này tôi không miêu tả cách hàn, cũng như sử dụng máy hàn như thế nào. Trong bài viết đưa ra một số chú ý khi hàn và sử dụng máy hàn sao cho hợp lý.
1. Thiếc hàn – Chì hàn
Chì hàn
Gọi là thiếc hàn nhưng thực chất trong thứ kim loại mềm dẻo mà chúng ta sử dụng để hàn hằng ngày không chỉ có thiếc, chúng là 1 hợp kim chứa chủ yếu là Thiếc (Sn) và Chì (Pb). Với một số loại Thiếc hàn chất lượng cao còn có thêm Bạc (Ag), Đồng (Cu).
Chì hàn mà chúng ta sử dụng cũng có nhiều loại:
Thiếc có chì:
o Tỉ lệ 63(Sn)/37(Pb) là tối ưu, mối hàn bóng, dễ chảy. Tỉ lệ này khi hàn ngấu cho ra hợp kim Eutectic có nhiều tính năng đặc biệt.
o Tỉ lệ 60(Sn)/40(Pb) có nhiệt độ nóng chảy cao hơn, lỏng hơn nhưng mối hàn kém bóng hơn.
Thiếc không chì:
o Chủ yếu là 96.5(Sn)/3(Ag)/0.5(Cu), loại này tốt hơn, tất nhiên là giá sẽ cao hơn.
Tham khảo thêm:
o http://en.wikipedia.org/wiki/Solder
o http://en.wikipedia.org/wiki/Eutectic_point
Thiếc để sử dụng khi hàn có nhiều dạng:
o Thiếc thanh (Solder bar)
o Thiếc dây (Solder wire)
o Thiếc kem (Solder paste)
Chất trợ hàn:
Thường trong thiếc dây lõi là chất trợ hàn (Flux Liquid) – tùy loại mà có 1 lõi hay nhiều lõi, thiếc kem cũng có đi kèm chất trợ hàn vì thế khi hàn chúng ta không cần có thêm chất trợ hàn. Chất trợ hàn có chứa 1 phần là axit giúp làm sạch mối hàn, khiến mối hàn bóng bẩy. Chất trợ hàn có thể là nhựa thông hoặc 1 dung môi làm sạch.
Để dùng bên ngoài thì có thêm loại mỡ hàn, là chất giúp làm sạch mối hàn và giảm sức căng bề mặt của thiếc hàn do đó giúp thiếc hàn bám vào mối hàn mịn hơn.
Bạn có thể tự chế dung dịch phủ mạch cũng như trợ hàn bằng nhựa thông bằng cách đập vụn nhựa thông sau đó cho vào dung dịch aceton hoặc xăng. Cho nhựa thông vụn vào và khuấy đều đến khi nhựa thông tan hết, và ta có một dung dịch màu vàng sậm 1 chút là được. Các bạn nên pha ít một để dùng, khi nào hết pha tiếp chứ nếu pha nhiều đến lúc xăng hoặc aceton bay hơi hết thì không ổn lắm. :D
Dung dịch sau khi chế này bạn có thể quét lên vị trí chuẩn bị hàn hoặc quét lên bản mạch mà chúng ta ủi sẽ giúp mạch in không bị oxi hóa, đẹp và giúp hàn dễ hơn nữa.
Kinh nghiệm đi mua thiếc hàn:
Khi đi cầm theo một chiếc bật lửa, hơ nóng chảy 1 đoạn nhỏ dây thiếc hàn, thiếc nóng chảy rơi xuống hạt tròn bóng nhẵn như bi sắt, khi nguội cầm tay vê không làm đen tay là được. Còn nếu hạt thiếc sần sần, đen tay khi cầm là quá nhiều chì.
2. Máy hàn – Mũi hàn
Máy hàn
Hiện có rất nhiều loại máy hàn trên thị trường (như máy hàn Hồng Ký, máy hàn Jasic,...) tuy nhiên trong giới sinh viên thì có 2 loại phổ biến nhất là máy hàn xung (súng) và máy hàn nung (bút).
Máy hàn xung là loại được gia nhiệt bằng xung điện xoay chiều có dòng lớn từ cuộn thứ cấp của máy hàn. Loại này thường có công suất lớn, nhiệt tạo ra nhanh.
Máy hàn nung là loại gia nhiệt bằng mayxo, thời gian từ lúc mở máy đến lúc hàn được khá lâu.
Máy hàn điện tử Inverter Hồng Ký HK TIG 200E
Hai loại này có thể điều chỉnh được nhiệt độ hàn. Khi hàn những linh kiện nhạy cảm như IC, cảm biến thì nên dùng máy hàn nung để tránh xung điện từ máy hàn xung làm hỏng linh kiện.
Mũi hàn
Một số loại mũi hàn
Có rất nhiều loại mũi hàn: mũi dao, mũi nhọn… sử dụng cho nhiều mục đích. Thường mũi hàn đã được mạ trước, như Niken chẳng hạn giúp tăng tuổi thọ mũi hàn.
Phụ kiện đi kèm:
Dây hút thiếc – Mỡ hàn – Cây hút thiếc
Máy hàn, thiếc hàn, chất trợ hàn, mỡ hàn, cây hút thiếc, dây hút thiếc.
Kệ hàn – bọt biển – bùi nhùi
Kệ hàn giúp cố định tay hàn khi không sử dụng. Bọt biển và bùi nhùi giúp làm sạch đầu mũi hàn.
3. Nhiệt độ hàn
Nhiệt độ hàn không được quá cao khiến bong board mạch, cháy mạch, không quá thấp khiến thiếc hàn không nóng chảy được hoặc vỡ vụn ra. Thiếc hàn có nhiệt độ nóng chảy khoảng 200-280 độ C, vì vậy nhiệt độ phải vừa phải, cỡ 240 – 350 độ C là đã có thể hàn tốt rồi.
Với linh kiện dán hoặc IC để nhiệt độ 240 – 260 độ, linh kiện rời rạc để nhiệt độ 260 độ, với header – connector để nhiệt độ 280 độ. Tùy theo loại thiếc và diện tích bề mặt hàn mà tăng giảm nhiệt độ vừa phải đảm bảo linh kiện và board mạch không bị hỏng cũng như không gây khó khăn cho người hàn.
Thời gian giữ mũi hàn tại chân linh kiện cũng không được lâu, chỉ khoảng 5 – 7s là nhiều. Trong quá trình hàn, với những mối hàn lớn, linh kiện nhạy cảm như IC, transistor… thì bạn cần giúp linh kiện tản nhiệt bằng cách kẹp vào chân linh kiện hoặc áp vào linh kiện 1 thứ bằng kim loại để có thể giúp tản nhiệt cho linh kiện nhanh hơn.
4. Chú ý khi hàn
Các bước để hàn một mối hàn đẹp và chắc chắn:
o Chú ý để tránh bị bỏng khi hàn.
o Cố định vật hàn hoặc bo mạch cần hàn.
o Điều chỉnh nhiệt độ thích hợp với nơi hàn.
o Khi nhìn thấy khói bốc lên tức là nhiệt đã đủ, không cần làm nóng mỏ hàn thêm nữa, giữ nhiệt độ ổn định.
o Thêm 1 chút thiếc lên đầu mũi hàn.
o Bắt đầu đặt đầu mũi hàn vào chân linh kiện và pad trên board mạch.
o Đưa thiếc hàn vào chân linh kiện bên cạnh mũi hàn vừa đủ để thiếc nóng chảy và dàn đều ra chân linh kiện và pad.
o Mối hàn đẹp là mối hàn bóng, vừa đủ thiếc, không thừa vón cục, không thiếu để hở lỗ pad và trơ gốc chân linh kiện.
Chú ý khi hàn
Mạ lại đầu mũi hàn mỗi khi mũi hàn bị oxy hóa:
Việc mạ lại đầu mũi hàn trước và sau khi sử dụng giúp tăng tuổi thọ cho mũi hàn, chống oxy hóa và giúp bám thiếc tốt hơn. Việc này là cần thiết cho mọi loại máy hàn.
Trước khi mạ, mũi hàn có xỉ đen, cáu bẩn là do nhiệt cao làm cháy chất trợ hàn (Flux) hoặc do trong chất trợ hàn có thành phần axit khiến ăn mòn đầu mũi hàn. Cần làm sạch bằng cách cạo sạch mũi hàn bằng lưỡi dao nhỏ, sau đó gia nhiệt cho mũi hàn, nhúng mũi hàn vào chất trợ hàn, sau đó đưa thiếc vào làm sao cho thiếc được tráng đều trên mặt mũi hàn khoảng 5mm.
Đơn giản hơn:
Mạ đầu mũi hàn
Làm sạch mũi hàn – Dùng thiếc quấn quanh đầu mũi hàn khoảng 7mm – Gia nhiệt vừa đủ cho thiếc tan chảy.
Làm đẹp mối hàn:
Khi sử dụng máy hàn xung, cần làm sạch các điểm tiếp xúc, vặn ốc vít thật chặt để mũi hàn được truyền điện tốt nhất. Khi hàn thì đặt mũi hàn vào vị trí cần hàn, đưa dây thiếc vào vị trí đầu mũi hàn rồi mới bóp công tắc, không bóp công tắc trước ở ngoài rồi mới đưa vào.
Để có một mối hàn đẹp, chắc chắn, ngoài yếu tố chất lượng thiếc hàn, máy hàn thì còn phần lớn là do người hàn. Hàn một thời gian thì bạn sẽ tích lũy được kỹ năng hàn chuẩn, cảm giác hàn tốt hơn.
Sau khi hàn mạch xong, nên sử dụng cồn hoặc aceton để tẩy rửa sạch mạch, lúc này mạch sẽ long lanh hơn rất nhiều.
Máy hàn điện tử HK 200A
5. Vấn đề sức khỏe
Vấn đề này rất quan trọng, người làm về điện tử sẽ thường xuyên phải tiếp xúc với linh kiện, hóa chất, khói – hơi.
Khi làm cần chú ý:
o Hàn nơi thoáng khí, cần có 1 quạt hút hơi – khói hàn ra ngoài, tránh để người hàn hít – ngửi trực tiếp với khói hàn. Khói hàn thực chất là nhựa thông – chất trợ hàn bị đốt nóng và bay hơi. Với những loại thiếc chất lượng kém, trong khói hàn còn có cả chì.
o Khi hàn nên đeo kính, đi găng tay để tránh tiếp xúc trực tiếp với linh kiện, hóa chất.
o Chú ý để tránh tiếp xúc với mũi hàn, đầu mỏ hàn gây bỏng.
o Cần sử dụng kính lúp, kính phóng đại khi hàn, làm việc với các loại board mạch cỡ nhỏ, linh kiện nhỏ và phải đầy đủ ánh sáng tránh bị tật về mắt.
(Nguồn: Thietbitop)
Ketnoitieudung là nhà phân phối các loại thang nhôm, thiết bị, máy móc công nghiệp, dụng cụ điện, dụng cụ cầm tay chính hãng chất lượng tốt nhất với giá rẻ cùng các chính sách ưu đãi – giao hàng nhanh 1-2h làm việc – bảo hành đảm bảo, khách hàng có thể liên hệ cùng chúng tôi để được tư vấn chuyên sâu về các sản phẩm cũng như chọn cho mình 1 sản phẩm phù hợp nhất với công việc.
20/04/2016
Với nhiều thương hiệu máy hàn hiện nay, người dùng có thể lựa chọn cho mình chiếc máy hàn chất lượng chính hãng giá tốt ( tham khảo máy hàn Hồng Ký, máy hàn Jasic,...). Tuy nhiên, mỗi người cũng cần trang bị cho mình kiến thức sử dụng máy hàn một cách hiệu quả và đảm bảo cho bản thân cả mọi người xung quanh. Bài viết dưới đây hướng dẫn bạn cách hàn hồ quang tay với mối hàn ở vị trí thấp một cách an toàn và hiệu quả.
Máy hàn điện tử Inverter Hồng Ký HK TIG 200E
Hàn sấp là vị trí hàn thuận lợi, dễ thao tác nhất. Chất lượng mối hàn khi hàn sấp cao vì điều kiện thoát khí tốt, và các tạp chất dễ tách ra khỏi vũng hàn. Mặt khác khi hàn sấp dễ quan sát và theo dõi được sự hình thành mối hàn. Hàn sấp cũng là vị trí hàn phổ biến nhất trong sản xuất, và là vị trí cơ bản nhất người công nhân phải thực hiện được.
Trước khi hàn cần chuẩn bị vật hàn, làm sạch vị trí hàn. Chúng ta có thể vát mép một phía hoặc hai phía tùy thuộc và độ dày của vật hàn.
Để đảm bảo độ phẳng bề mặt giữa các chi tiết và đảm bảo khe hở giữa các chi tiết thì việc gá phải đảm bảo chắc chắn.
Các quy định về hàn đính:
- Hàn đính phải chắc chắn, chất lượng mối hàn đính phải như mối hàn chính.
- Khoảng cách giữa các mối hàn đính vào khoảng 40-50 lần độ dày vật hàn nhưng không được vượt quá 300mm.
- Chiều dài mối hàn đính vào khoảng 3-4 lần độ dày vật hàn và không được vượt quá 30mm.
- Cường độ dòng điện hàn đính phải lớn hơn cường độ dòng điện hàn chính 10-15%.
- Sau khi hàn đính cần nắn sửa lại vật hàn vì vật hàn có thể bị biến dạng khi hàn đính.
- Chọn đường kính que hàn và cường độ dòng điện hàn:
Đường kính que hàn và cường độ dòng điện hàn chọn theo bảng trong sổ tay hoặc có thể tính theo công thức: 1 Amp tương ứng với 0.0254 mm đường kính que hàn. Hoặc chọn dòng hàn mức thấp sau đó điều chỉnh tăng 5 đến 10 Amp rồi xem xét khả năng hàn cho phù hợp.
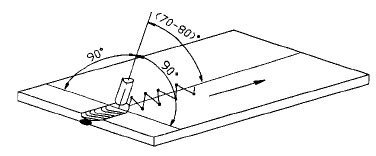
- Góc nghiêng que hàn: Que hàn nghiêng đều sang hai phía của cạnh hàn và nghiêng với hướng hàn một góc 70-80 độ như hình dưới:
Chuyển động que hàn:
- Hàn liên kết giáp mối vật hàn mỏng có khe hở nên chuyển động que hàn theo đường thẳng.
- Hàn mối hàn nhiều lớp thì lớp thứ nhất lên dùng đường kính que từ 3-4mm, với chuyển động theo đường thẳng. Từ lớp thứ 2 trở nên chuyển động que hàn theo hình răng cưa, bán nguyệt...
Chú ý: Mối hàn có chiều dài khác nhau, có thể áp dụng các cách hàn khác nhau:
- Mối hàn ngắn dưới 250mm: Hàn liên tục một mạch từ đầu đến cuối theo cùng một hướng.
Máy hàn điện tử HK 200A
- Mối hàn trung bình từ 250mm đến 1000mm: Hàn tiến hàn từ giữa ra hai đầu theo kiểu ngắt bậc (chia đường hàn ra thành nhiều phần nhỏ chiều dài 100-350mm sao cho mỗi lần hàn hết một que hàn).
- Mối hàn dài trên 1000mm: Hàn được tiến hành từ giữa ra hai đầu theo kiểu ngắt bậc và có thể dùng hai công nhân hàn cùng lúc.
(Nguồn: Mayhanhoquang)
Ketnoitieudung là nhà phân phối các loại thang nhôm, thiết bị, máy móc công nghiệp, dụng cụ điện, dụng cụ cầm tay chính hãng chất lượng tốt nhất với giá rẻ cùng các chính sách ưu đãi – giao hàng nhanh 1-2h làm việc – bảo hành đảm bảo, khách hàng có thể liên hệ cùng chúng tôi để được tư vấn chuyên sâu về các sản phẩm cũng như chọn cho mình 1 sản phẩm phù hợp nhất với công việc.
Bài viết nổi bật










